CNF焊接过程示意图与表征结果
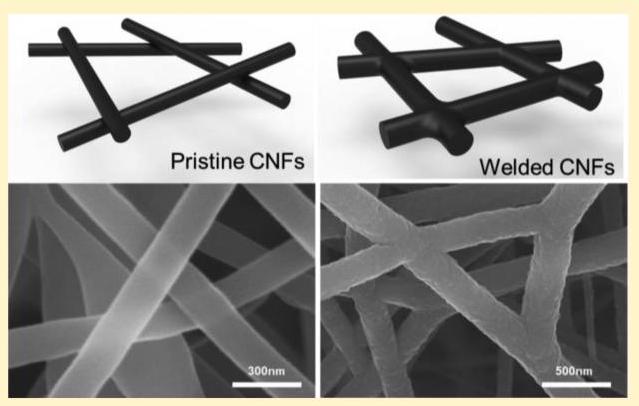
图1. CNF焊接过程示意图与 selected characterization results
分析结果:图1a展示了焦耳加热触发CNF焊接的示意图。图1b的拉曼光谱显示,焊接后CNF的I_D/I_G比值从1.14降至0.035,表明结晶度和石墨化程度显著提高。图1c-d的SEM图像显示,原始CNF具有光滑表面,而焊接后CNF表面变粗糙,且在交叉点处形成焊接结构。
图1. CNF焊接过程示意图与 selected characterization results
分析结果:图1a展示了焦耳加热触发CNF焊接的示意图。图1b的拉曼光谱显示,焊接后CNF的I_D/I_G比值从1.14降至0.035,表明结晶度和石墨化程度显著提高。图1c-d的SEM图像显示,原始CNF具有光滑表面,而焊接后CNF表面变粗糙,且在交叉点处形成焊接结构。
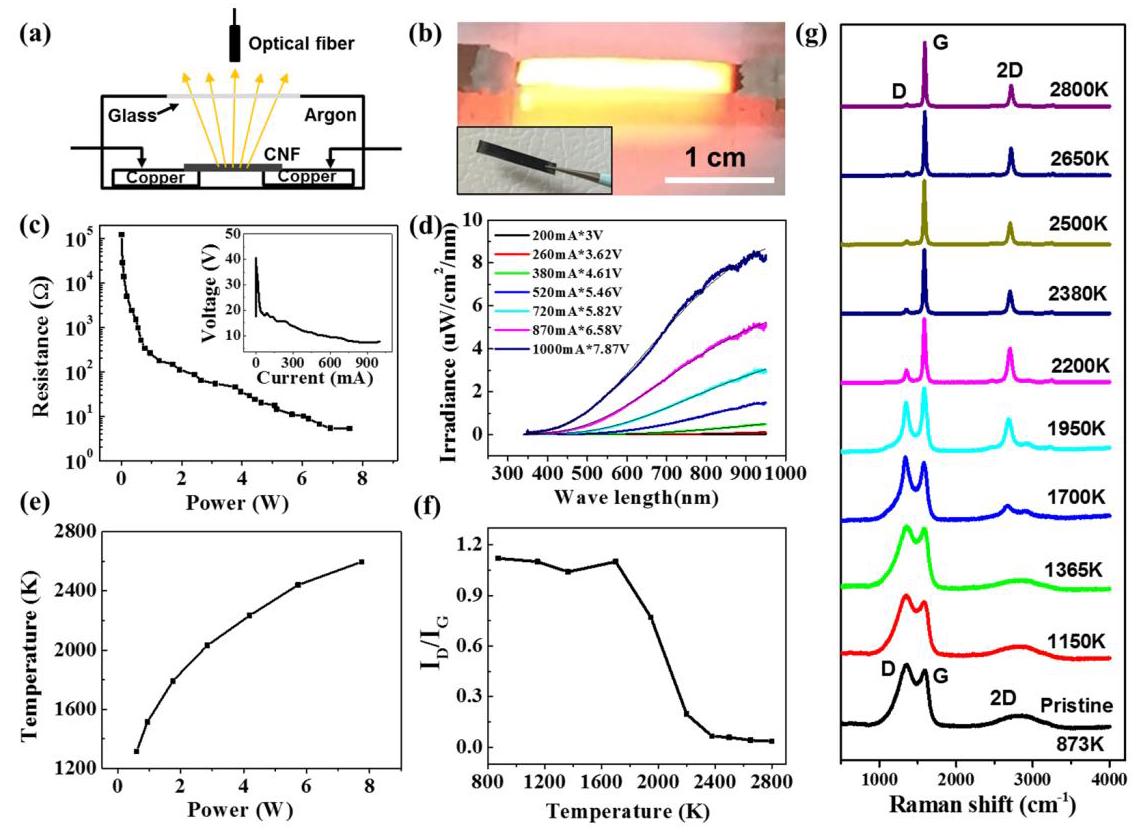
图2. CNF的焦耳加热过程
分析结果:图2a展示了焦耳加热实验和温度测量装置示意图。图2b显示了高功率下焦耳加热CNF的实际图像。图2c展示了焦耳加热过程中计算的电阻与功率关系。图2d通过灰体辐射拟合测量了不同功率下的温度。图2e显示了典型CNF样品的温度-功率曲线。图2f-g展示了焦耳加热过程中I_D/I_G比值和拉曼谱图的演化,表明随着温度升高,D峰被抑制,G峰和2D峰变得更尖锐。
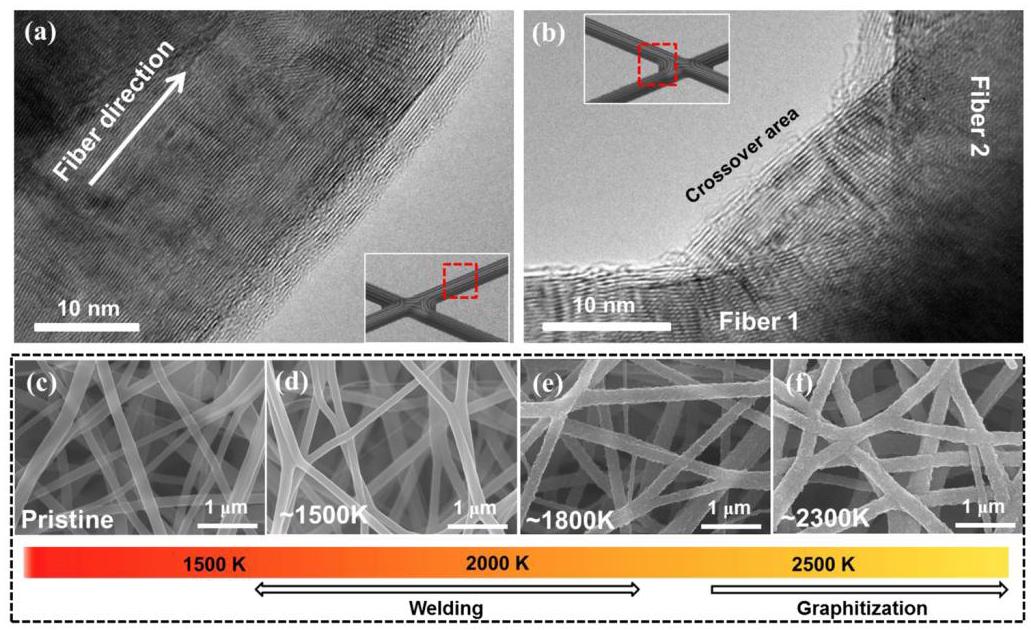
图3. 焊接CNF结构的形态表征
分析结果:图3a-b的高分辨率TEM图像显示,焦耳加热后的CNF形成了高度结晶的碳层结构,且在纤维交叉点处观察到桥接相邻CNF的结晶碳层。图3c-f的SEM图像显示了不同温度下(1500K, 1800K, 2300K)CNF的形态演变过程,表明在1500-2300K温度范围内,无定形CNF经历碳化和石墨化过程,最终在2400K以上退火并融合成高度结晶的石墨碳基质。
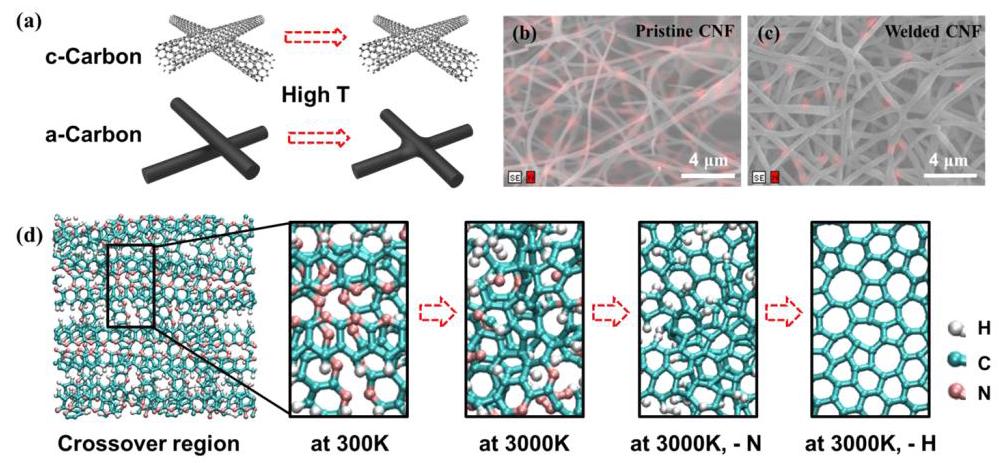
图4. 纤维交叉点处碳焊接的分子动力学模拟
分析结果:图4a展示了结晶碳(c-Carbon)和无定形碳(a-Carbon)纤维在高温焦耳加热技术前后的示意图。图4b-c展示了原始CNF和焊接CNF的氮元素SEM mapping,表明焊接后氮含量显著减少。图4d显示了LAMMPS中纤维交叉区域无定形碳结构的演变,从室温(300K)加热到3000K,在去除氮和氢原子后形成高度结晶的石墨结构。
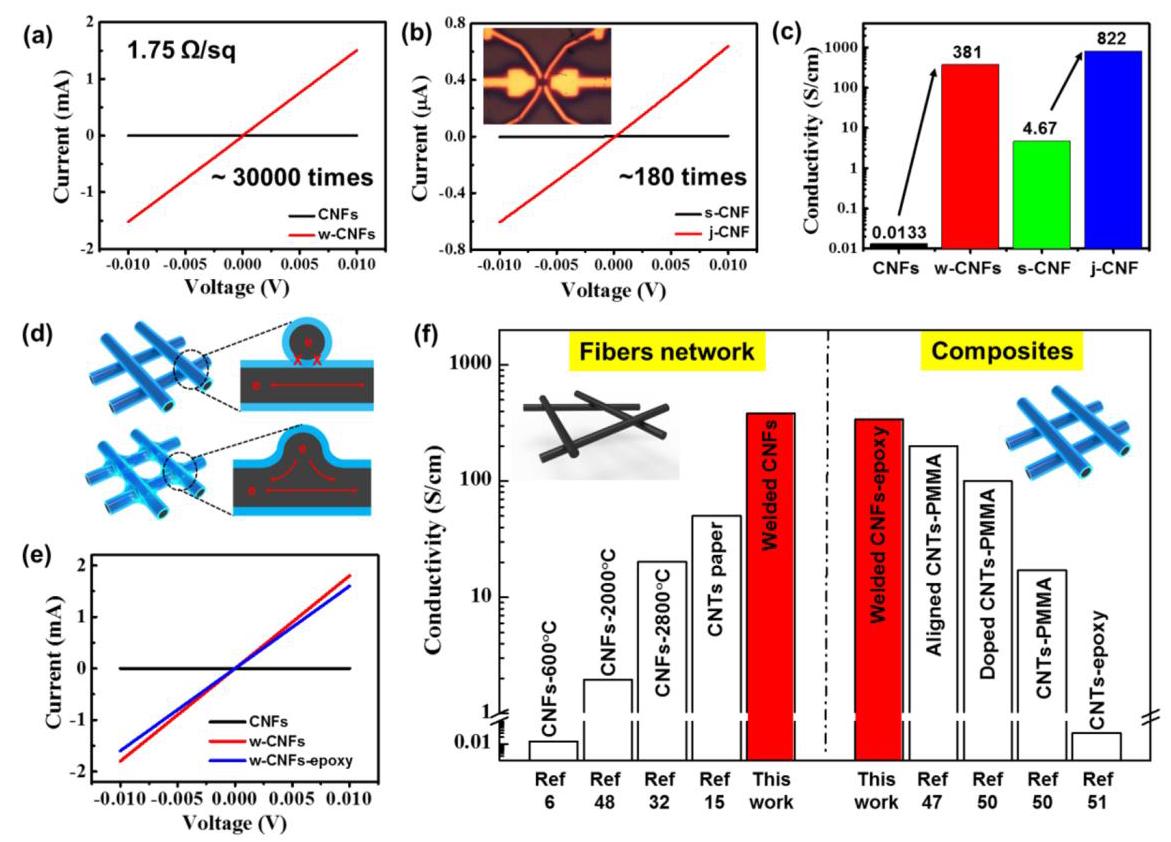
图5. 焊接CNF结构的电导率
分析结果:图5a展示了高温焦耳加热过程前后CNF膜的电导率测量结果,电导率从13.3 mS/cm提高到381 S/cm。图5b展示了单根纤维在焦耳加热前后的电导率测量结果。图5c比较了原始CNF膜、焊接CNF膜、单根CNF纤维和焦耳加热后单根纤维的电导率。图5d示意图显示了分离和焊接纤维在聚合物树脂渗透后的结构变化。图5e展示了原始CNF、焊接CNF和聚合物渗透后焊接CNF的电导率测量结果。图5f图表比较了CNF膜、CNT膜及其复合材料的电导率。