Rapid electrothermal rejuvenation of spent lithium cobalt oxide cathode
废钴酸锂正极的快速电热再生
第一作者: Yi Cheng (Rice University)
通讯作者: Ju Li (MIT), Yufeng Zhao (Corban University), James M. Tour (Rice University)
DOI: 10.1039/d5ee00962f
PDF原文
期刊: Energy & Environmental Science
发表年份: 2025
研究方法
本研究采用快速电热再生(RER)方法,具体步骤如下:
- 电热设置: 使用碳毡作为电加热器(电阻约0.6Ω),其中央部分挖空为凹区。将废LCO(s-LCO)与Li₂CO₃(15 wt%)、MgO(2 wt%)和Al₂O₃(1 wt%)混合后加载到凹区,并用碳纸覆盖表面。采用商用弧焊机作为恒定电源,通过电流加热碳毡,实现高效热传导。
- 温度控制: 通过调节输入电流(如12A),在约750°C下维持30秒,加热速率高达~10³ °C/s,冷却速率~5×10² °C/s。温度可通过电流和碳毡尺寸精确控制(700-1200°C)。
- 表征技术: 使用X射线衍射(XRD)、热重分析(TGA)、电感耦合等离子体质谱(ICP-MS)、X射线光电子能谱(XPS)、扫描电子显微镜(SEM)、能量色散谱(EDS)、高分辨率透射电子显微镜(HRTEM)等分析材料结构、成分和 morphology。
- 电化学测试: 组装锂离子电池,在3.0-4.6 V电压范围内测试充放电性能、循环稳定性和倍率容量。
- 模拟分析: 采用密度泛函理论(DFT)和分子动力学(MD)模拟揭示Mg/Al掺杂的稳定机制。
- 环境经济评估: 进行生命周期评估(LCA)和技术经济分析(TEA),比较能耗、温室气体排放、成本等指标。
Fig. 1: RER过程用于LCO正极再生
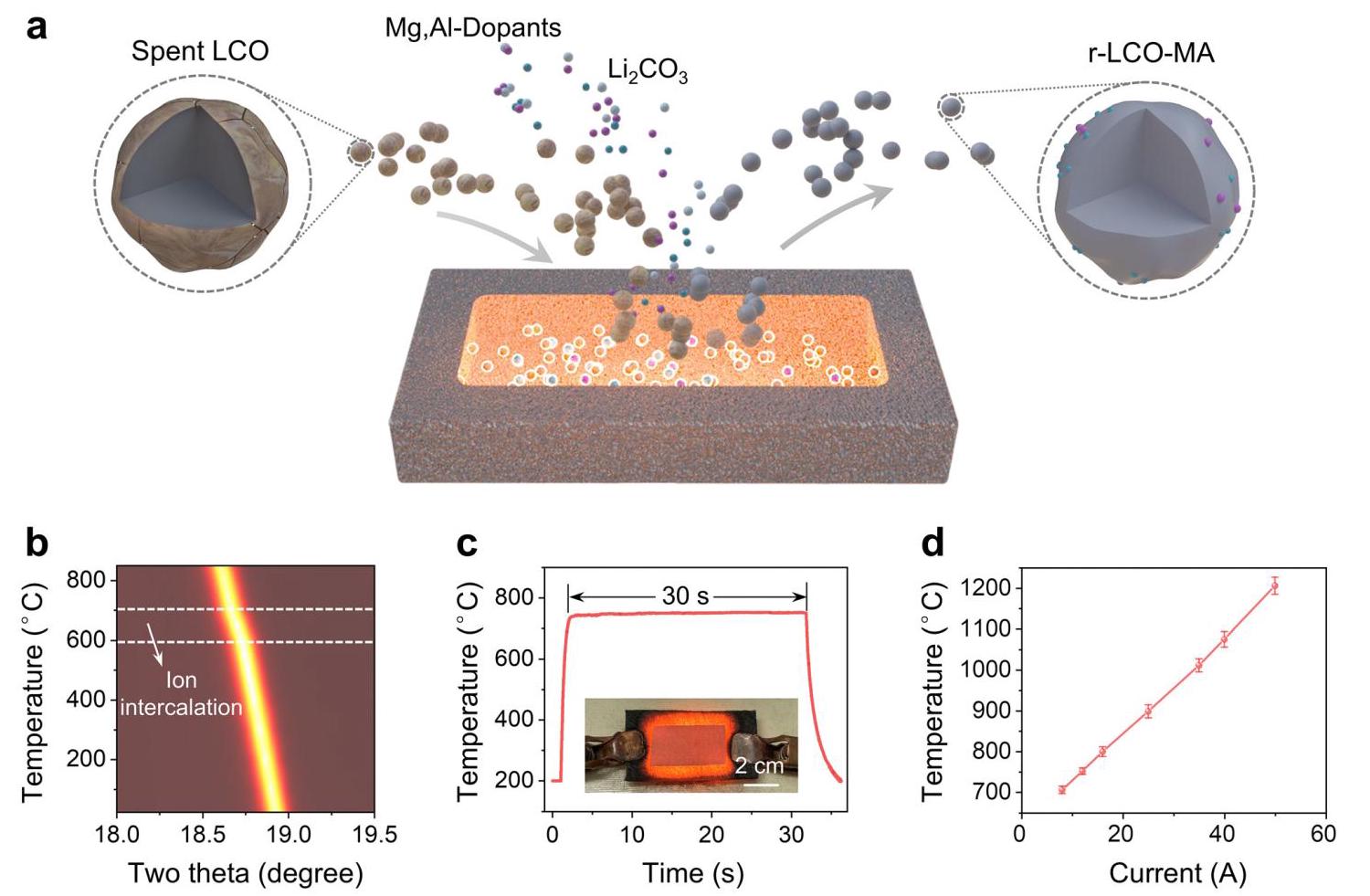
Fig. 1: (a) RER过程示意图;(b) 温度依赖性XRD图,显示600-700°C的峰位移;(c) 实时温度曲线;(d) 加热温度与输入电流的关系。
内容: 该图展示了RER过程的实验设置和关键参数。包括示意图、XRD变化、温度曲线和电流-温度关系。
分析结果: RER过程实现了快速加热和冷却,XRD显示在600-700°C有峰位移,表明Li和Mg/Al离子插入LCO层状结构,优化再生条件为750°C维持30秒。温度控制稳定,变异低至~3%,证明了方法的高效性和可重复性。
Fig. 2: LCO样品的表征
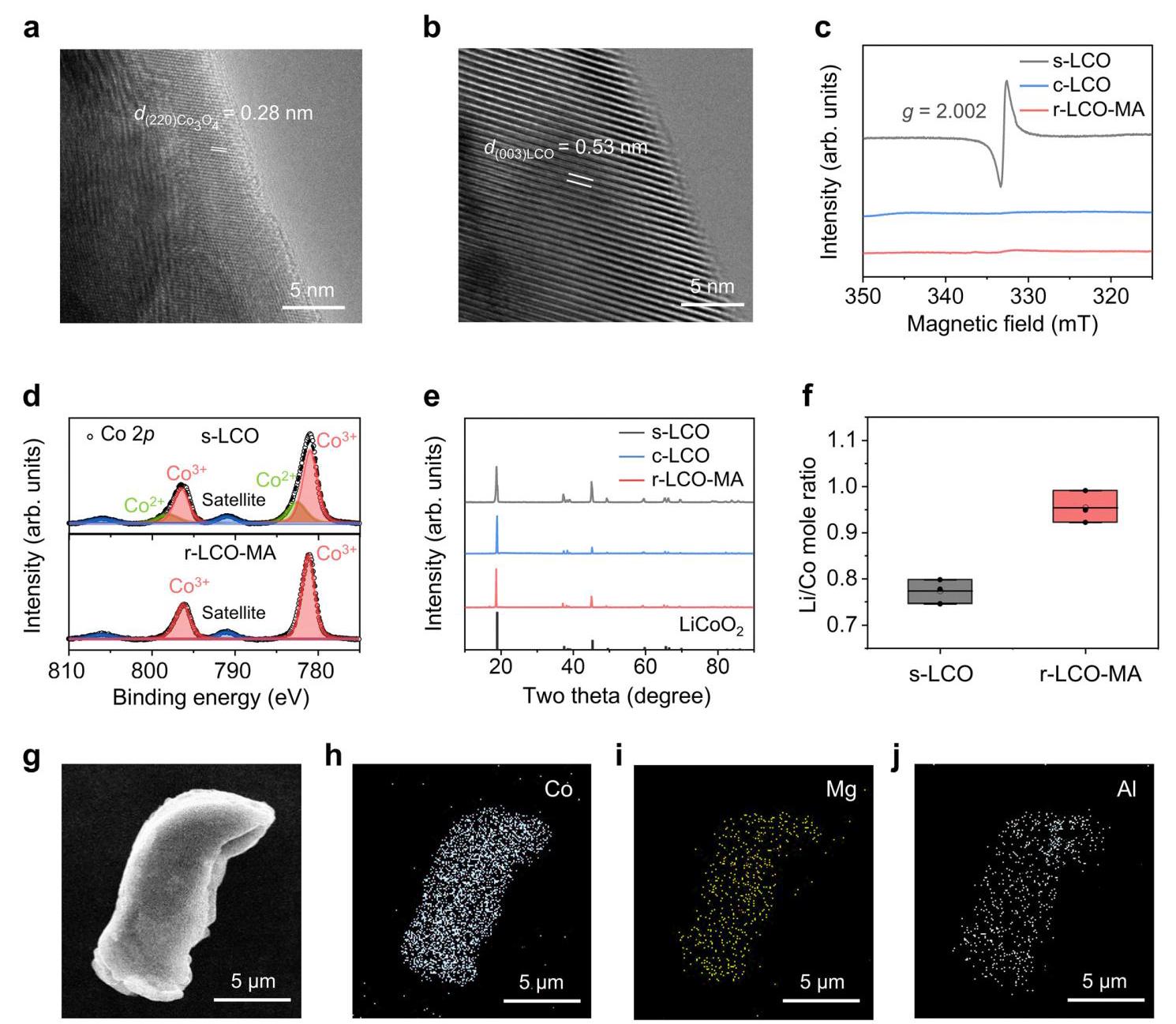
Fig. 2: (a)-(b) TEM图像;(c) EPR光谱;(d) XPS光谱;(e) XRD模式;(f) Li/Co摩尔比;(g)-(j) SEM和EDS元素分布。
内容: 该图通过多种技术对比了废LCO、商业LCO和再生LCO-MA的结构、成分和 morphology。
分析结果: 再生后,LCO的结构缺陷被修复:HRTEM显示从缺陷尖晶石结构转变为高结晶度层状结构;EPR和XPS表明氧空位减少,Co价态从Co²⁺氧化为Co³⁺;XRD和Raman证实结晶度提高,层间距增加 due to Mg/Al插入;ICP-MS显示Li/Co比从0.77升至0.95,Mg/Al浓度显著增加;SEM和EDS映射显示Mg/Al均匀分布在表面。结果表明RER成功实现了锂补充和均匀掺杂。
Fig. 3: 再生正极的电化学性能
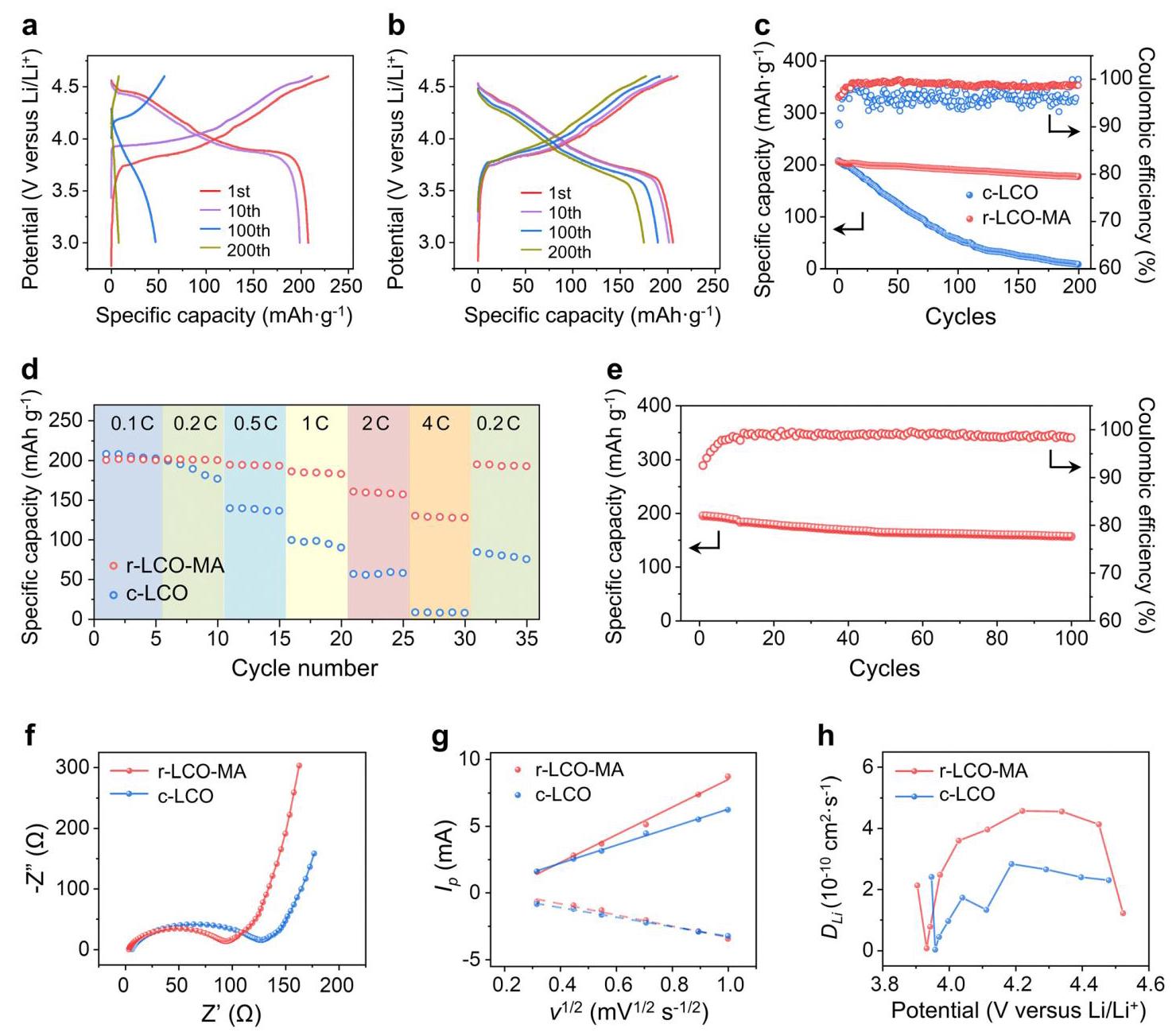
Fig. 3: (a)-(b) 充放电曲线;(c) 循环稳定性;(d) 倍率容量;(e) 全电池性能;(f)-(h) Li+扩散系数。
内容: 该图评估了再生LCO-MA的电化学性能,包括充放电曲线、循环稳定性、倍率容量、全电池测试和Li+扩散系数。
分析结果: r-LCO-MA在高电压4.6V下表现出高容量(203 mAh/g at 0.2C)和优异循环稳定性(200次循环后容量保持率84%),远优于商业LCO(容量衰减至~4%)。倍率性能优异,在2C和4C下容量保持率高,且恢复至0.2C时容量几乎不变。全电池与石墨负极搭配,容量188 mAh/g,100次循环后保持80%。GITT和CV显示Li+扩散系数更高,表明动力学改善,支持了高性能。
Fig. 4: Mg/Al掺杂稳定LCO结构的机制
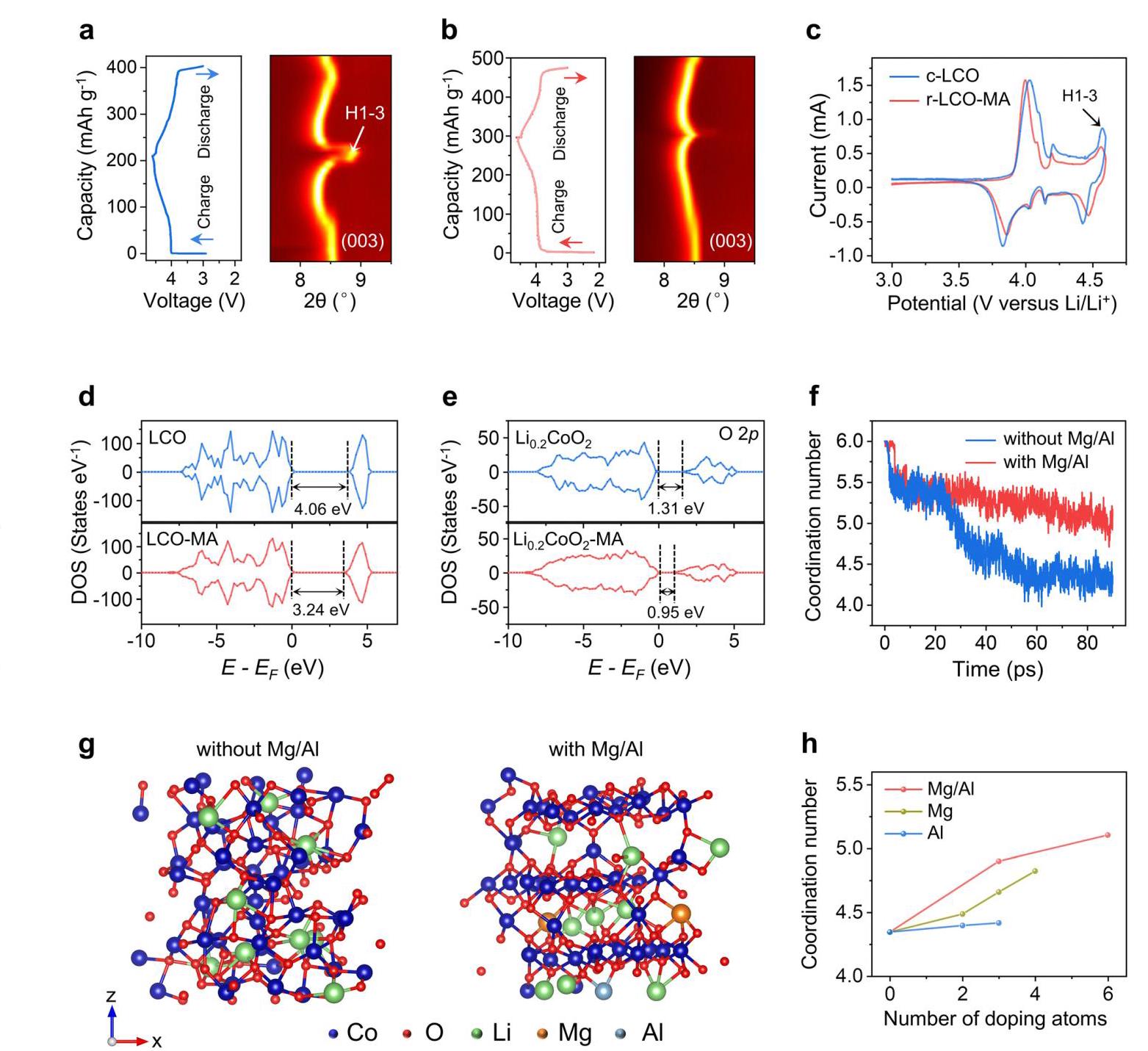
Fig. 4: (a)-(b) 原位XRD模式;(c) CV曲线;(d) 总DOS;(e) pDOS;(f) Co配位数模拟;(g) 结构快照;(h) 掺杂类型与Co配位数关系。
内容: 该图通过实验和模拟揭示了Mg/Al掺杂如何稳定LCO结构在高电压下的机制。
分析结果: 原位XRD和CV显示Mg/Al掺杂抑制了4.6V下的有害相变(H1-3相),减少了层间距收缩。DFT模拟表明掺杂降低了带隙(减少0.82eV),改善了导电性;pDOS显示减少未占据O2p轨道,降低了电荷转移概率,增强了氧原子稳定性。MD模拟显示Mg/Al掺杂使Co在高锂脱出后保持高配位数(近6),维持层状结构,而未掺杂LCO的Co配位数下降,结构降解。Co/Al共掺杂比单掺杂更有效,更高掺杂含量进一步提高了稳定性。
Fig. 5: LCA和TEA评估
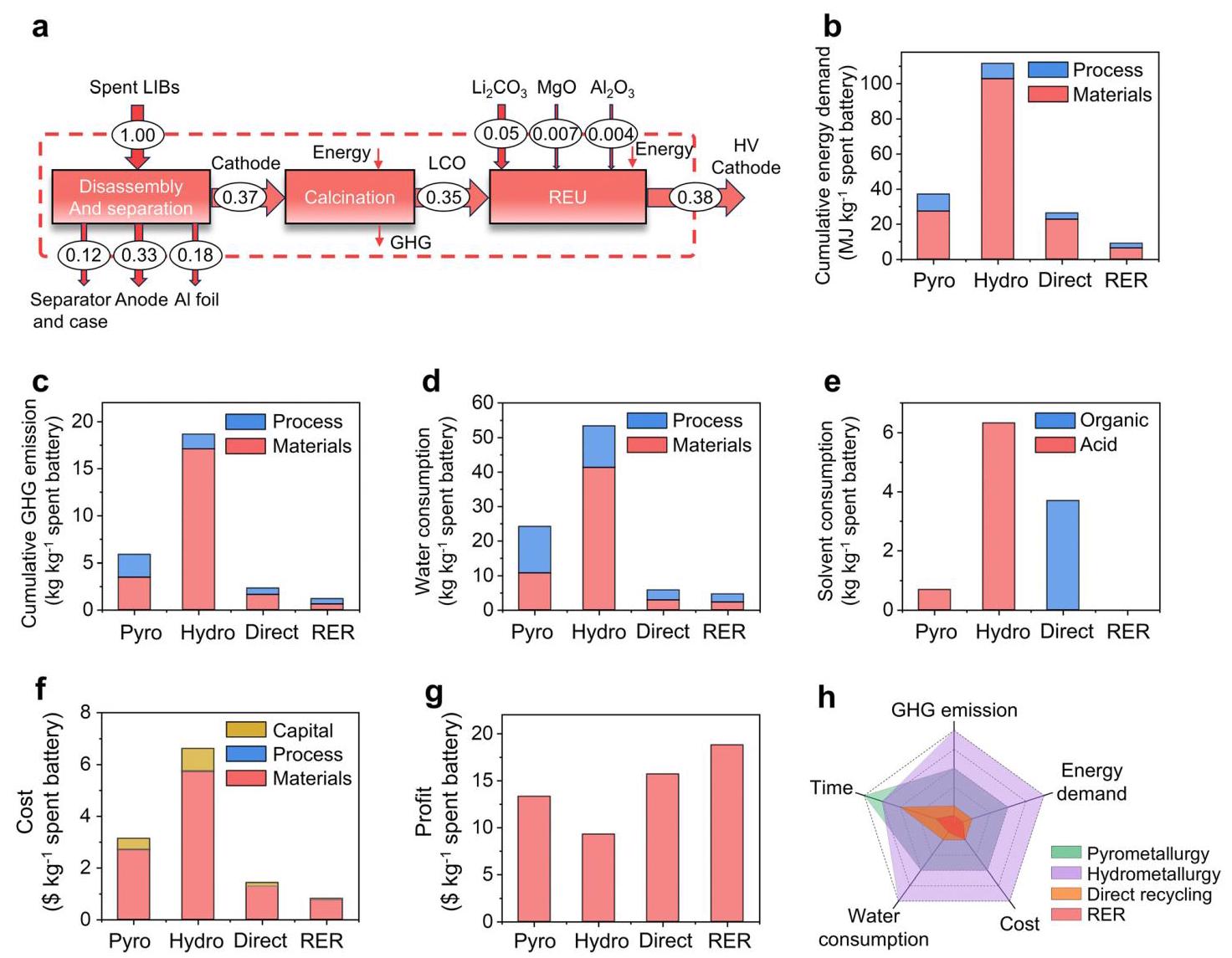
Fig. 5: (a) 材料流;(b) 累积能量需求;(c) GHG排放;(d) 水消耗;(e) 溶剂消耗;(f) 成本;(g) 利润;(h) 综合比较。
内容: 该图比较了RER方法与传统回收方法(湿法、火法、直接回收)的环境和经济指标。
分析结果: RER方法能耗低(9.0 MJ/kg),比其他方法减少66-92%;GHG排放减少48-94%;水消耗减少19-92%;且无溶剂使用。成本仅为$0.87/kg,降低42-87%;利润高达$18.8/kg,增加20-102%。综合评估显示RER在环境友好性、经济可行性和性能方面均优于现有方法,具有实际应用潜力。