结果分析 - 实验示意图
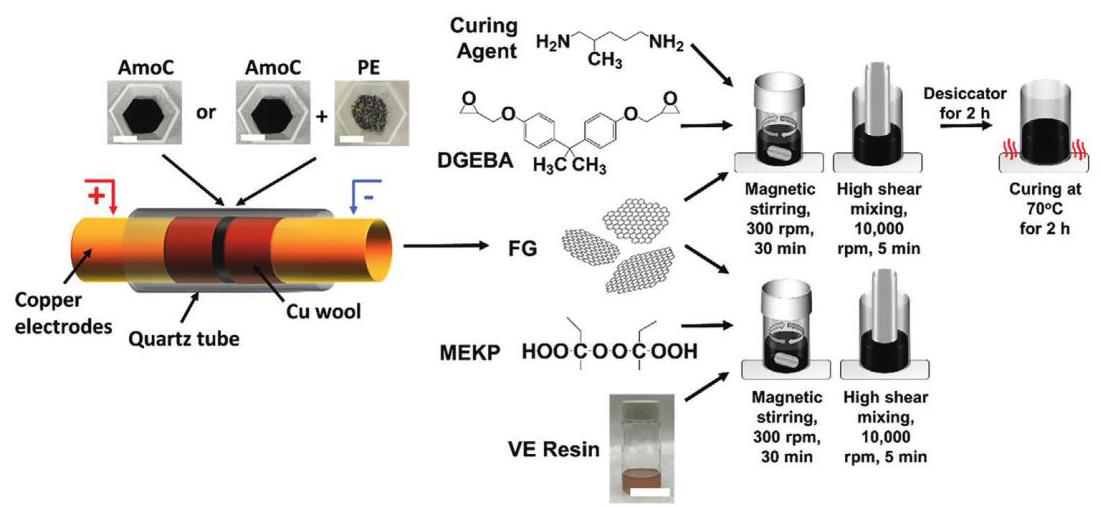
图1. 展示了AmoC和AmoC:PE混合物通过闪蒸焦耳加热(FJH)转化为FG,并作为增强添加剂应用于VE和DGEBA复合材料的示意图。AmoC、PE和VE树脂的图片比例尺为2.5cm。
图1. 展示了AmoC和AmoC:PE混合物通过闪蒸焦耳加热(FJH)转化为FG,并作为增强添加剂应用于VE和DGEBA复合材料的示意图。AmoC、PE和VE树脂的图片比例尺为2.5cm。
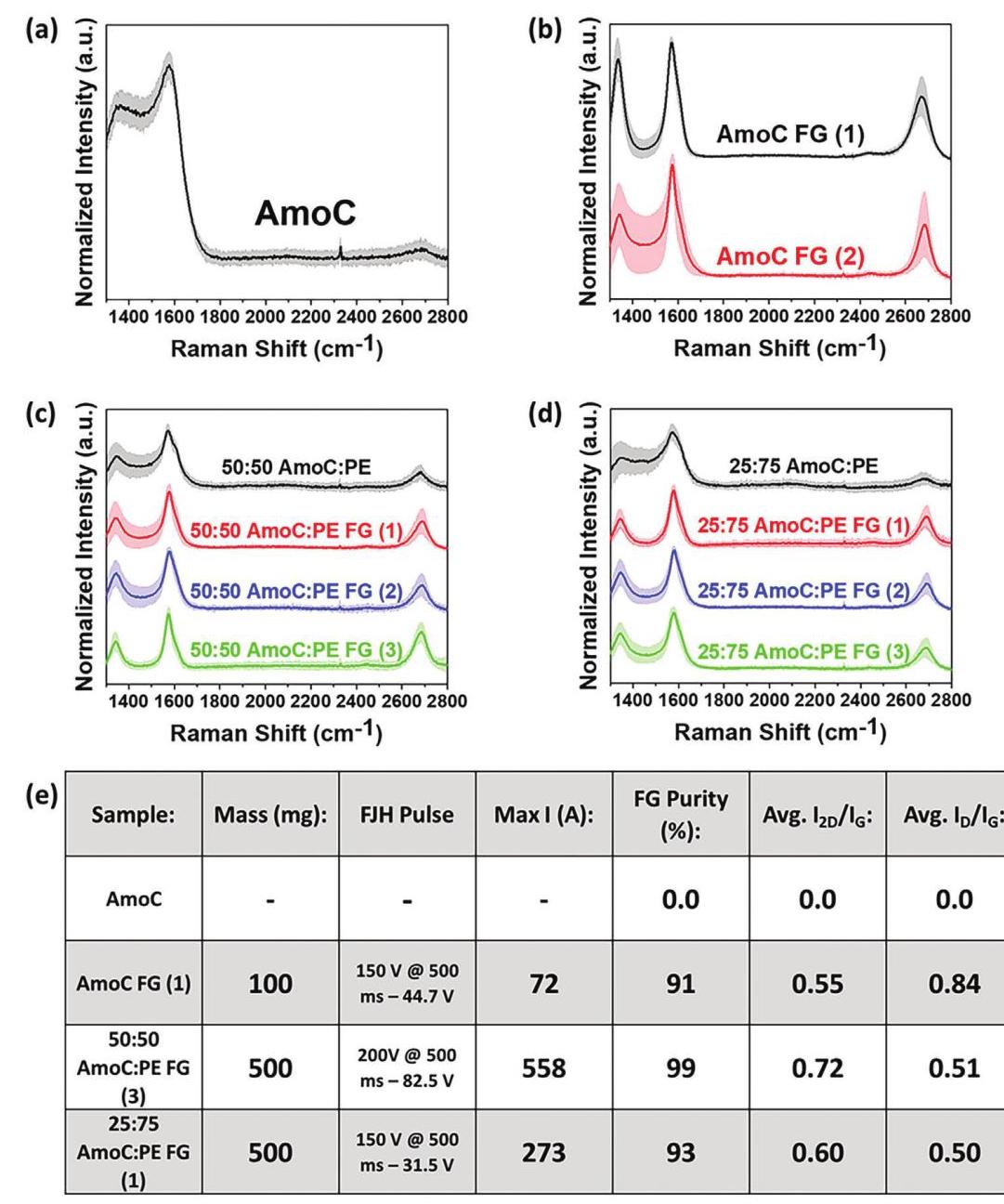
图2. 平均拉曼光谱曲线:(a) AmoC以及(b) AmoC FG、(c) 50:50 AmoC:PE FG和(d) 25:75 AmoC:PE FG的所有FJH条件。不同颜色和数字表示优化过程中应用于每种材料的不同电压。(e) 每种原料获得最佳质量FG的参数产量数据。阴影区域显示标准偏差(N = 100)。
分析结果: 拉曼光谱显示AmoC具有高I_D/I_G比和低I_2D/I_G比,表明其为无定形结构。经过FJH处理后,材料转化为FG,I_D/I_G比降低,I_2D/I_G比增加,表明石墨烯质量提高。50:50 AmoC:PE FG的纯度最高达到99%。
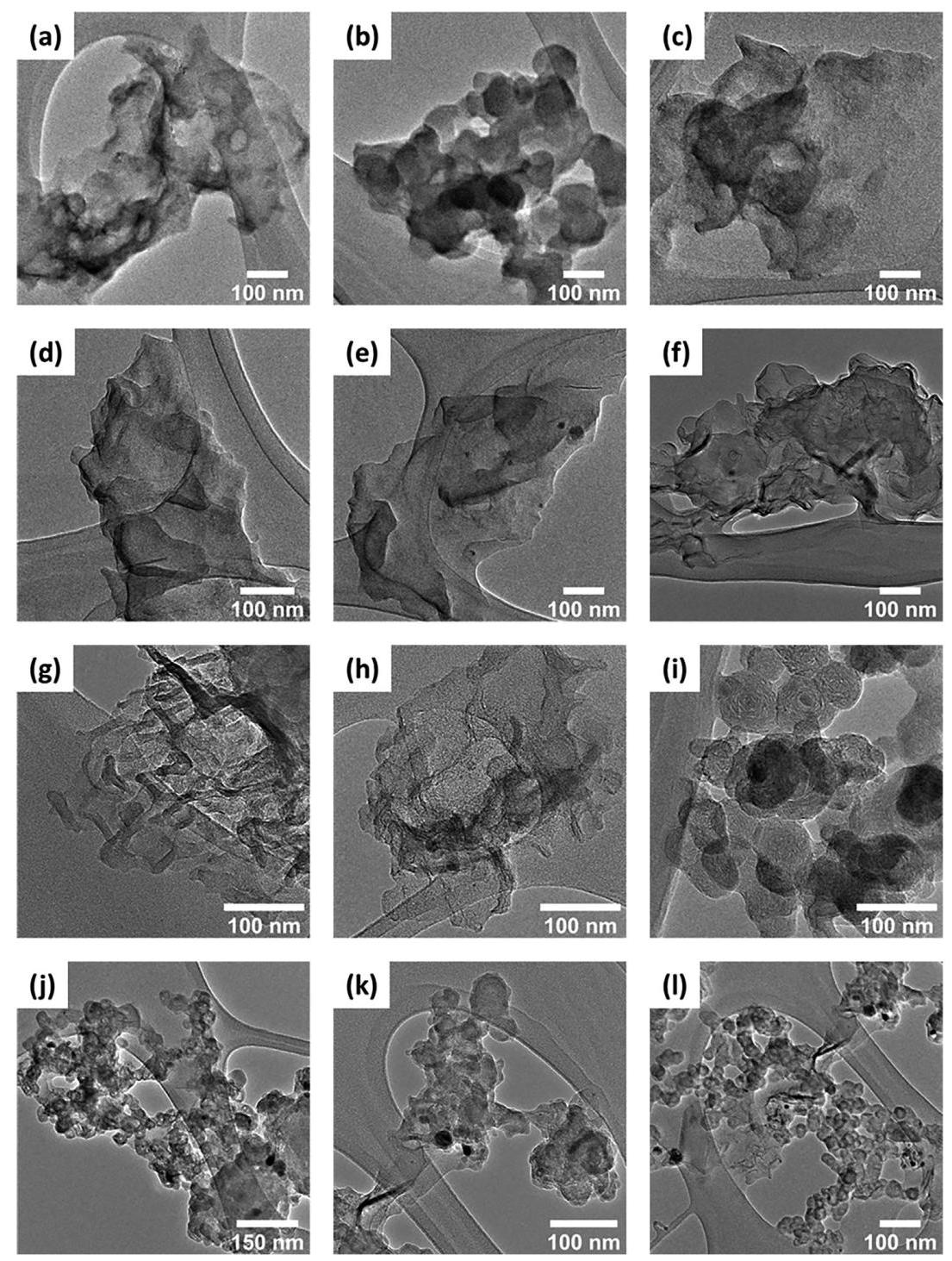
图3. TEM图像:(a-c) AmoC、(d-f) AmoC FG、(g-i) 50:50 AmoC:PE FG和(j-l) 25:75 AmoC:PE FG。
分析结果: TEM图像显示AmoC原料为无定形结构,几乎没有有序性。经过FJH处理后,AmoC转化为横向尺寸大于500nm的大片FG。50:50 AmoC:PE混合物FJH后既存在大片FG,也存在通常从废塑料衍生的FG中观察到的小片(约30-80nm)。随着PE比例增加,材料中小片的浓度增加。
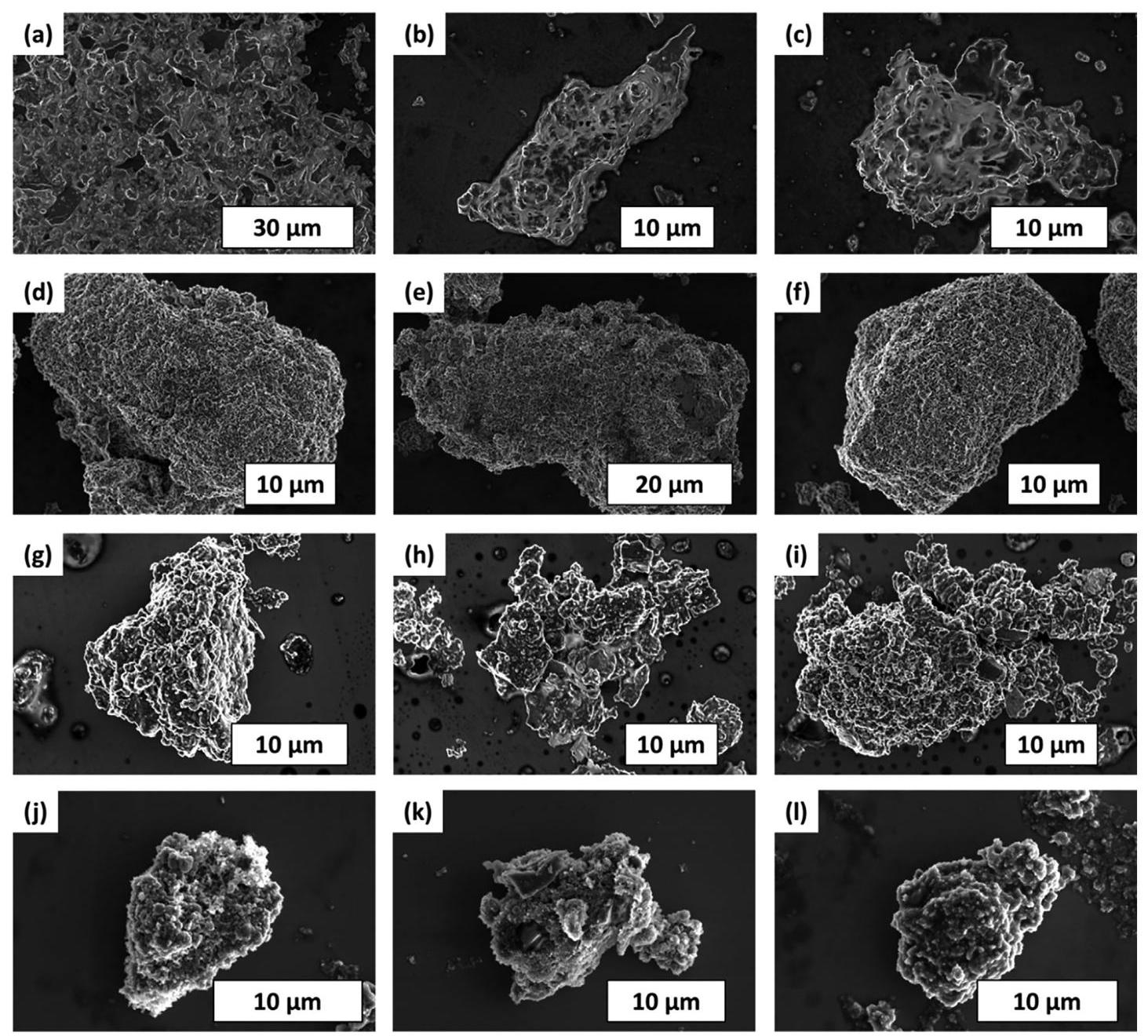
图4. SEM图像:(a-c) AmoC、(d-f) AmoC FG、(g-i) 50:50 AmoC:PE FG和(j-l) 25:75 AmoC:PE FG。
分析结果: SEM图像证实AmoC原料的无定形特性,表现为缺乏有序性。AmoC转化后观察到大的AmoC FG颗粒。50:50和25:75 AmoC:PE混合物转化后同时存在大小颗粒,分别来源于AmoC和PE原料。
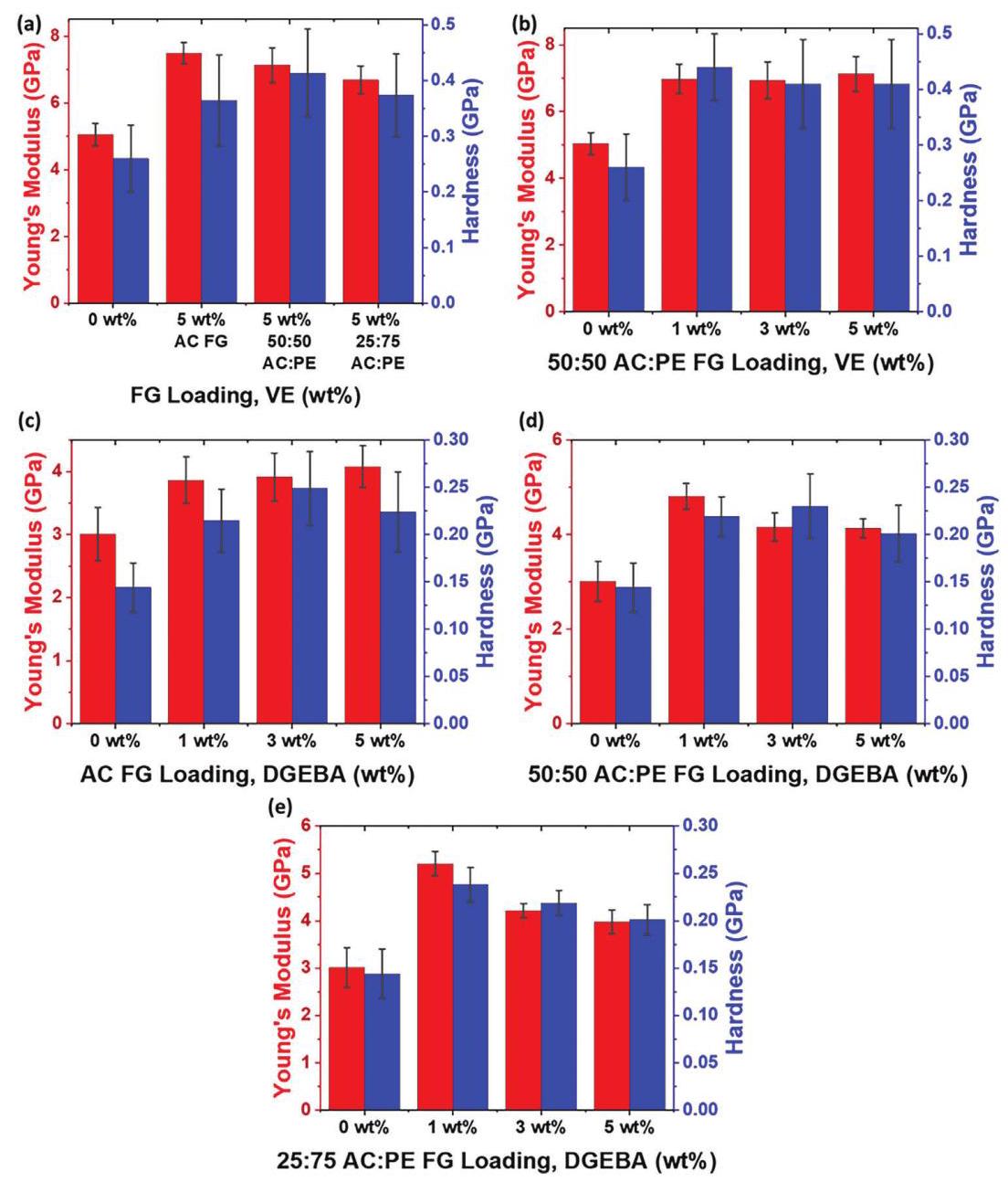
图5. 含FG添加剂的VE和DGEBA复合材料的机械测试。(a) 纯VE和不同原料制备的5wt% FG的机械性能比较。(b) 纯VE和不同wt%加载量的50:50 AC:PE FG的机械性能。(c-e) 纯DGEBA和不同wt%加载量的AC FG、50:50 AC:PE FG和25:75 AC:PE FG的机械性能。
分析结果: 添加5wt%的任何类型FG都能提高VE的杨氏模量和硬度。AmoC FG使杨氏模量最大增加49%,50:50 AmoC:PE FG使硬度最大增加69%。在DGEBA中,AmoC FG在5wt%和3wt%加载量下分别使杨氏模量和硬度提高35%和73%。由AmoC和PE混合物制备的FG显示出更好的机械性能改善,可能是由于添加剂中存在不同尺寸的颗粒。
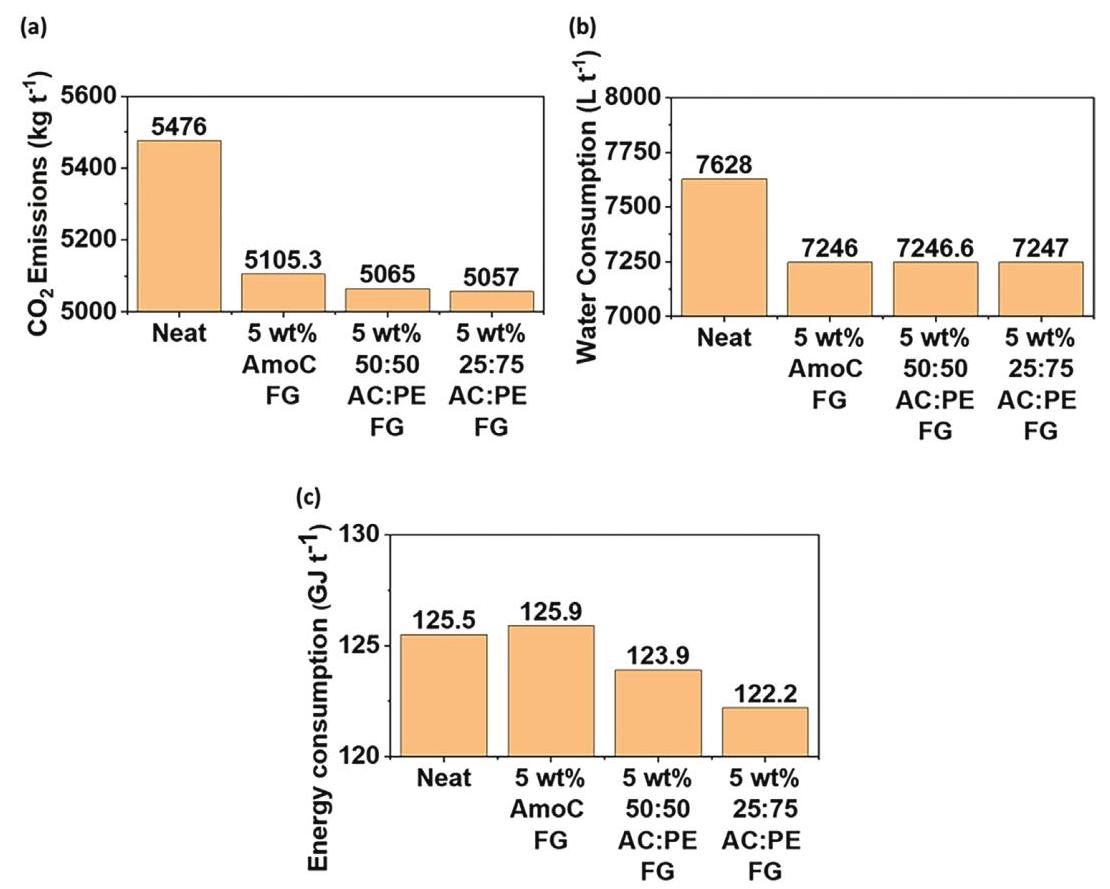
图6. 生命周期评估比较:(a) CO₂排放、(b) 水消耗和(c) 纯VE或DGEBA与含5wt%不同类型FG的复合材料的能源消耗。
分析结果: 添加5wt% 25:75 AmoC:PE FG到VE中可使CO₂排放、水消耗和能源消耗分别降低7.7%、5%和2.7%。这表明使用由AmoC和AmoC:PE制备的FG不仅可以改善VE和DGEBA的机械性能,还能减少使用这些材料的环境影响。