Rare earth elements from waste
从废物中回收稀土元素
Bing Deng 1, Xin Wang 2, Duy Xuan Luong 1, Robert A. Carter 1,
Zhe Wang 1, Mason B. Tomson 2, James M. Tour 1,3,4*
DOI: 10.1126/sciadv.abm3132
PDF原文
Science Advances • 2022年
1 莱斯大学化学系,休斯顿,德克萨斯州 77005,美国
2 莱斯大学土木与环境工程系,休斯顿,德克萨斯州 77005,美国
3 莱斯大学材料科学与纳米工程系,休斯顿,德克萨斯州 77005,美国
4 斯莫利-柯尔研究所,纳米碳中心和韦尔奇先进材料研究所,莱斯大学,休斯顿,德克萨斯州 77005,美国
研究方法
1. 样品制备与混合
将煤飞灰(CFA)、赤泥(BR)或电子废物与炭黑(CB)按2:1的质量比使用球磨机混合,CB作为导电添加剂。
2. 闪速焦耳加热(FJH)处理
将200mg混合物装入石英管中,置于两个石墨电极之间。使用电容组(60mF)进行高压放电,典型条件为120V电压和1秒放电时间,使样品温度瞬间达到约3000°C。
3. 酸浸出过程
使用不同浓度的HCl(1M至0.0001M)或HNO₃(15M或0.5M)在85°C下对原始样品和FJH活化后的样品进行4小时浸出。
4. 分析与表征
使用ICP-MS和ICP-OES测量稀土元素含量;通过XRD、XPS、SEM和TGA对样品进行表征;利用红外测温仪实时监测FJH过程中的温度变化。
5. 热力学计算
使用Visual MINTEQ 3.1计算溶解曲线,基于Ellingham图分析碳热还原温度,计算稀土化合物溶解的吉布斯自由能变化。
主要结论
1. 显著提高稀土提取率
FJH活化处理后,F类飞灰(CFA-F)和C类飞灰(CFA-C)的稀土回收率分别提高到约206%和187%,即使使用稀酸(0.1 M HCl)也能实现高提取率。
2. 活化机制明确
FJH过程通过热分解难溶稀土磷酸盐为高溶解度氧化物,以及碳热还原稀土化合物为高活性金属,显著提高了稀土的热力学溶解度。
3. 方法普适性强
该电热活化方法适用于多种废物,包括煤飞灰、赤泥和电子废物,且关键稀土元素(Y, Nd, Eu, Tb, Dy)的提取比例比世界上最集中的矿石高2-3倍。
煤飞灰中酸可提取稀土元素含量
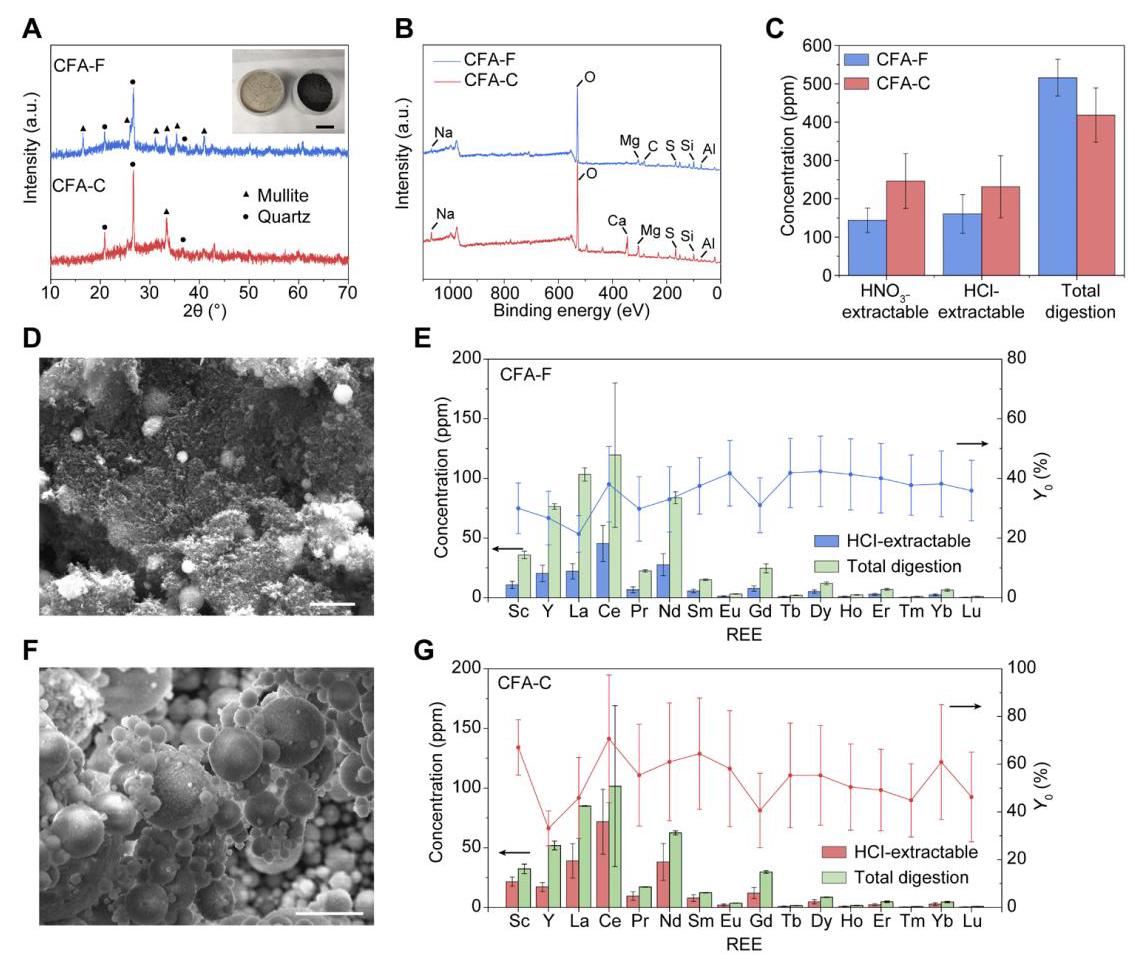
图1. 煤飞灰中酸可提取稀土元素含量。(A)CFA-F和CFA-C的XRD图谱。插图:CFA-C(左)和CFA-F(右)的图片。(B)CFA-F和CFA-C的XPS全谱。(C)通过HNO₃浸出(15M,85°C)、HCl浸出(1M,85°C)和总量化测定的CFA-F和CFA-C中总稀土浓度。(D)CFA-F的SEM图像。(E)CFA-F中HCl可提取稀土元素含量(1M,85°C)和稀土总量及回收率(Y)。(F)CFA-C的SEM图像。(G)CFA-C中HCl可提取稀土元素含量(1M,85°C)和稀土总量及回收率(Y₀)。
分析结果
CFA-C的稀土酸提取率高于CFA-F,这与先前研究报告一致。CFA-F的高碳含量可能阻碍水性酸接近含稀土物种,导致提取率较低(21-42%)。相比之下,CFA-C由细小的未覆盖球形颗粒组成,有利于酸浸过程,提取率相对较高(33-67%)。
电热活化提高煤飞灰中稀土回收率
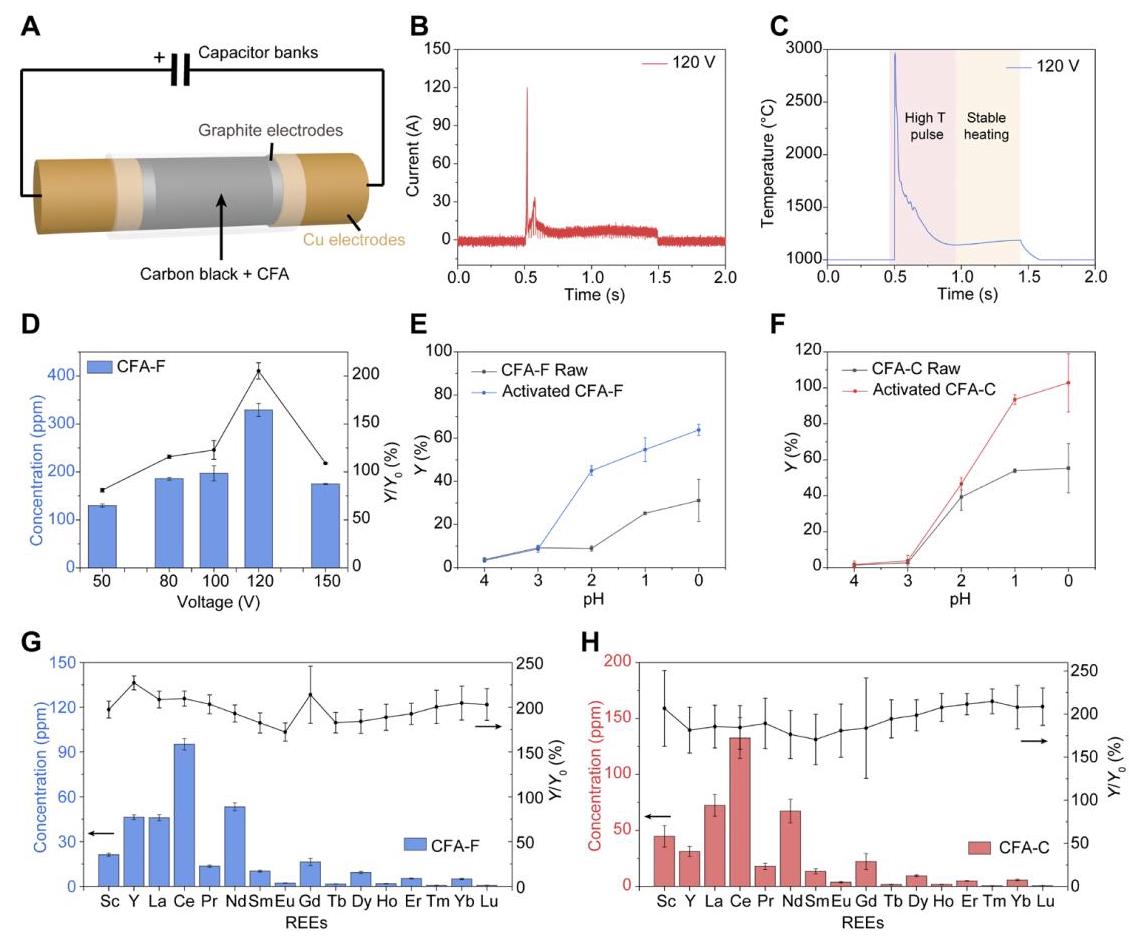
图2. 电热活化提高煤飞灰中稀土回收率。(A)CFA的FJH示意图。(B)120V和1s FJH条件下的电流曲线。(C)120V和1s FJH条件下的实时温度测量。(D)活化CFA-F中HCl可提取稀土含量(1M,85°C)、回收率增加(Y/Y)与FJH电压的关系。(E)CFA-F原料和活化CFA-F的pH依赖性稀土浸出性。(F)CFA-C原料和活化CFA-C的pH依赖性稀土浸出性。(G)活化CFA-C中单个稀土元素的HCl可提取含量(1M,85°C)及回收率增加。(H)活化CFA-F中单个稀土元素的HCl可提取含量(1M,85°C)及回收率增加。
分析结果
在约120V的FJH电压下,活化CFA-F中HCl可提取的总稀土含量提高至329±14mg/kg,回收率达到Y∼64%,比CFA-F原料(Y₀∼31%)提高了约206%。即使使用pH2的稀酸(0.01M HCl),活化CFA-F的稀土回收率仍保持Y∼45%,显著高于相同浸出条件下CFA原料的回收率(Y₀∼9%)。
电热活化提高稀土提取率的机制
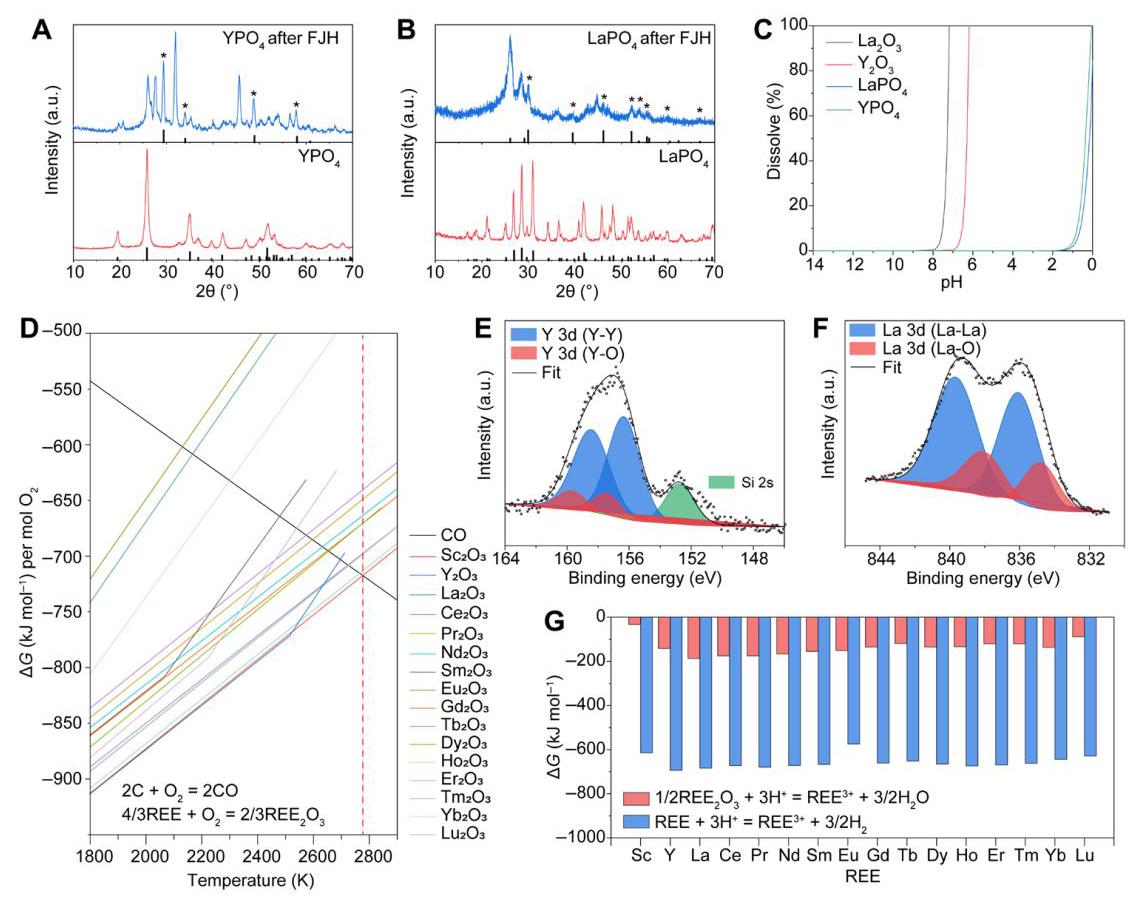
图3. 电热活化提高稀土提取率的机制。(A)YPO₄(底部)与参考PDF(YPO₄,#11-0254)和FJH后YPO₄(顶部)与参考PDF(Y₂O₃,#43-0661)的XRD图谱。(B)LaPO₄(底部)与参考PDF(LaPO₄,#35-0731)和FJH后LaPO₄(顶部)与参考PDF(La₂O₃,#05-0602)的XRD图谱。(C)计算得到的Y₂O₃、YPO₄、La₂O₃和LaPO₄在100ml溶液中的溶解曲线。(D)一氧化碳和稀土氧化物的Ellingham图。(E)FJH后Y₂O₃的XPS精细谱。(F)FJH后La₂O₃的XPS精细谱。(G)酸中稀土氧化物和稀土金属溶解反应的吉布斯自由能变化。
分析结果
FJH过程产生的高温(约3000°C)能够热分解难溶的稀土磷酸盐为高溶解度的氧化物,并通过碳热还原将稀土氧化物还原为高活性的金属形态。XPS分析证实了FJH过程中Y₂O₃和La₂O₃被还原为金属Y和La。计算显示稀土金属溶解的吉布斯自由能变化比其氧化物更负,表明稀土金属具有更大的热力学溶解度。
从赤泥和电子废物中回收稀土
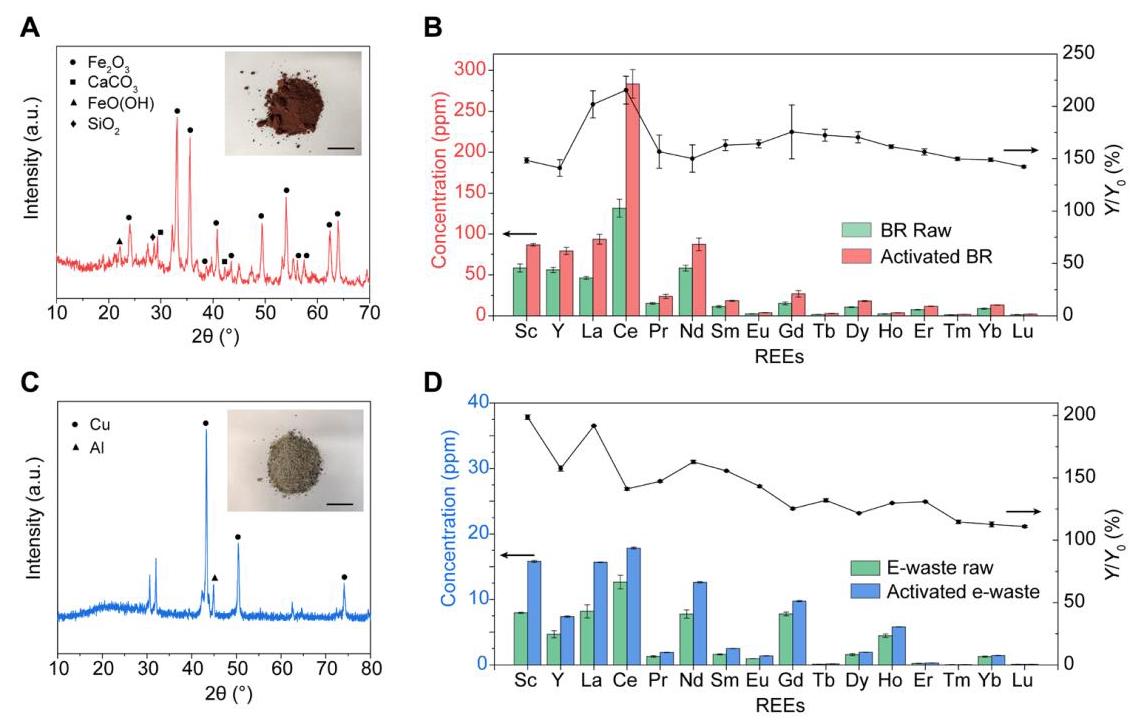
图4. 从赤泥和电子废物中回收稀土。(A)BR的XRD图谱。插图:BR的图片。(B)BR原料和120V FJH活化BR中酸可提取单个稀土含量(0.5M HNO₃)及回收率增加(Y/Y₀)。(C)电子废物的XRD图谱。插图:磨成粉末的电子废物图片。(D)电子废物原料和50V FJH活化电子废物中酸可提取稀土含量(1M HCl)及回收率增加。
分析结果
电热活化过程可扩展到其他废物产品的稀土回收,包括赤泥(BR)和电子废物。在优化FJH电压(120V)下,BR的HNO₃可提取稀土含量增加至757±30mg/kg,相当于BR原料的Y/Y₀∼177%。对于电子废物,在优化电压(50V)下,HCl可提取稀土含量增加至94.6±0.2mg/kg,相当于电子废物原料的Y/Y₀∼156%。FJH过程通过破裂基质暴露稀土物种,加速了浸出速率和金属提取程度。