Volumetric internal Joule heating of a catalyst packed SiSiC foam for efficient dry reforming of methane
用于高效甲烷干重整的催化剂填充SiSiC泡沫的体积内部焦耳加热
Lei Zheng 1, *, Di Wang 1, Yunfeng Jiang 1,2, Yingyu Ren 1, Yihai Wu 3, Yu Fu 1, Jun Zhang 1,*
DOI: https://doi.org/10.1016/j.cej.2024.158291
PDF原文
Chemical Engineering Journal (2024)
论文亮点
- 催化剂填充SiSiC泡沫结构的直接内部焦耳加热配置
- 选择性焦耳加热节能并确保反应器壁温较低
- SiSiC泡沫提供具有均匀温度分布的体积加热
- 内部焦耳加热确保比外部加热更高的DRM活性
研究背景
- 甲烷干重整反应(DRM)可将温室气体甲烷和CO₂转化为合成气,用于下游化学品合成,但该反应强吸热,需要大量能量输入
- 传统的外部燃烧加热不仅会产生不必要的CO₂排放,还存在传热限制问题,可能导致反应器内温度梯度、副反应和催化剂失活
- 随着可再生电力的普及,基于焦耳加热的工艺电气化成为燃烧的有前景替代方案,促进脱碳和过程强化
研究方法
材料与表征
采用商业圆柱形硅渗透碳化硅(SiSiC)开孔泡沫(OD=15mm, L=25mm, 25PPI)作为内部焦耳加热基底。通过扫描电子显微镜(SEM)表征泡沫几何结构,X射线衍射(XRD)分析相组成,乙醇比重法评估总孔隙率。
催化剂制备
采用湿浸渍法制备10% Ni₂O₃催化剂,使用硝酸镍六水合物作为镍前体,γ-Al₂O₃作为载体。制备的催化剂在800°C下煅烧4小时,并通过SEM、XRD、N₂物理吸附-脱附、XPS和XAS进行表征。
催化性能测试
在石英管反应器中进行稳态催化性能测试,比较内部焦耳加热(IJH)和外部烤箱加热(EOH)两种模式。将100mg Ni/Al₂O₃催化剂(40-60目)与3g石英砂混合,填充到SiSiC泡沫空隙中。使用可调直流电源进行焦耳加热,多个热电偶战略性地放置在反应器内监测温度分布。
数据分析
根据入口和出口气体流速计算CH₄和CO₂转化率。通过记录输入电压和电流计算输入功率和电路电阻。通过比较入口和出口气体混合物的焓流计算反应热负荷,并评估合成气生产的理论比能量需求。
主要结论
- 内部焦耳加热选择性仅加热催化床,使反应器壁温比泡沫中心线温度低约300°C,显著降低反应器材料要求和成本
- SiSiC泡沫的多孔结构促进催化床的体积加热,实现更均匀的温度分布,无冷点出现,平均床温比外部烤箱加热高约30°C
- 改进的温度分布促进了甲烷干重整活性,在800°C出口温度下实现94%的甲烷转化率和64%的CO₂转化率,比外部加热分别提高约10%和5%
- 焦耳加热过程确保合成气生产的比能量需求显著降低,模拟过程中达到约0.71kWh/Nm³
SiSiC泡沫和催化剂表征结果
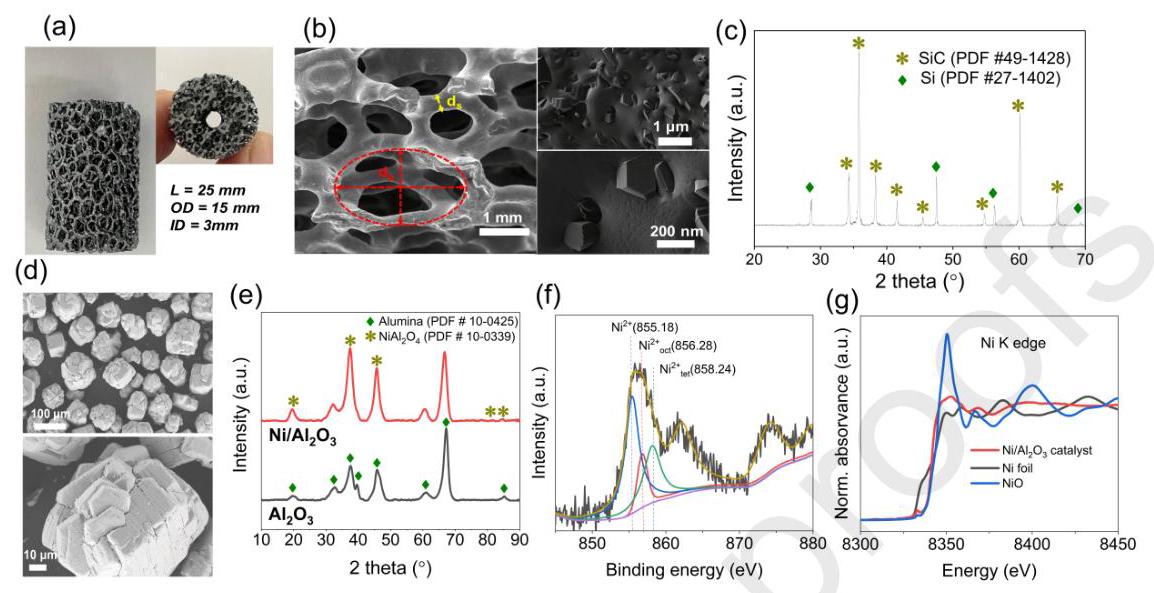
图1: (a) SiSiC泡沫的前视(左)和顶视(右)图; (b) SiSiC泡沫的SEM图像; (c) SiSiC泡沫的XRD图谱; (d) Ni/Al₂O₃催化剂的SEM图像; (e) Al₂O₃载体和Ni/Al₂O₃催化剂的XRD图谱; (f) Ni/Al₂O₃催化剂的XPS结果; (g) Ni/Al₂O₃催化剂以及参考Ni箔和NiO样品的归一化XANES谱
分析结果
SiSiC泡沫具有多孔结构(25PPI),平均孔径为2.29mm,支柱直径为0.46mm,总孔隙率为0.73。XRD结果显示存在Si相和SiC相,表面渗透的Si能够改变电阻并增强体SiC材料的化学稳定性。制备的Ni/Al₂O₃催化剂呈现层状立方结构,平均尺寸约80μm,Ni浸渍到Al₂O₃载体上形成了NiAl₂O₄相,具有强金属-载体相互作用,有利于在高温反应条件下稳定Ni颗粒防止烧结。XPS和XAS分析表明Ni与Al₂O₃载体之间存在良好的相互作用。
N₂气氛中裸露SiSiC泡沫的焦耳加热
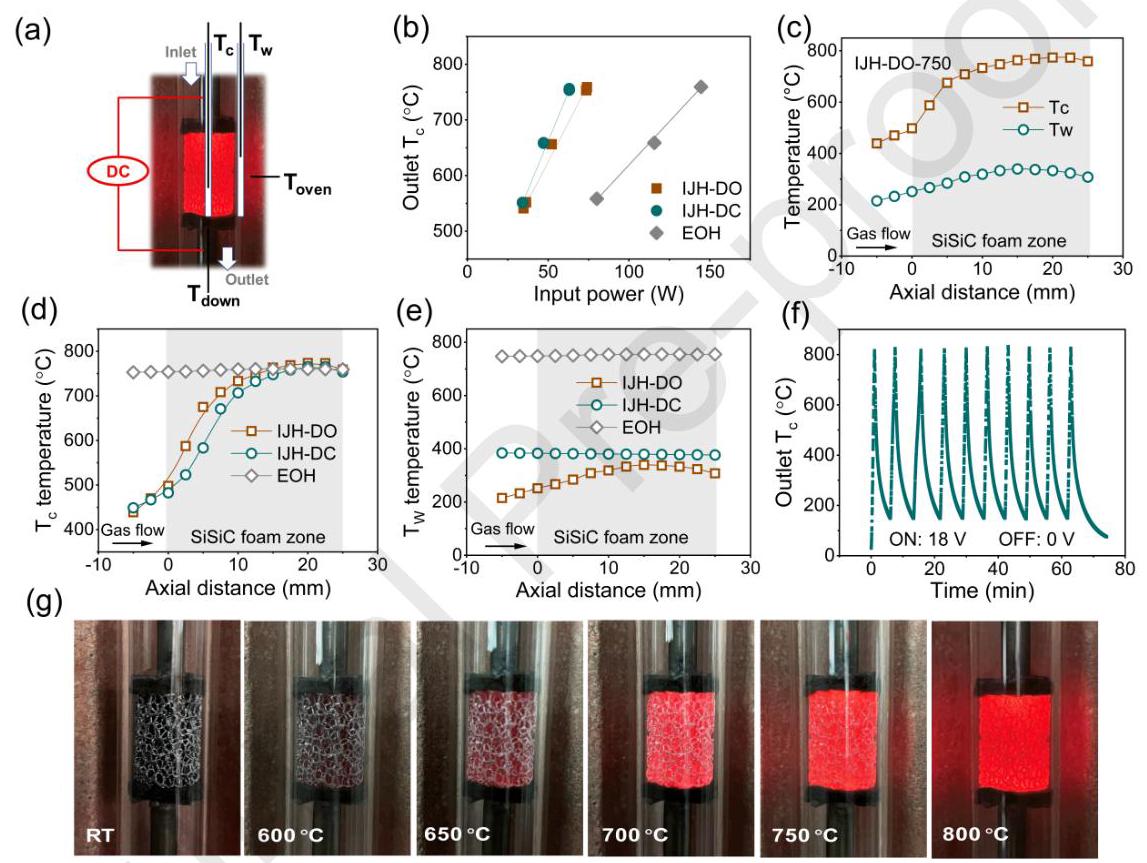
图2: (a) 焦耳加热反应器系统中温度测量的示意图; (b) 不同加热模式下出口Tc温度随输入功率的变化; (c) IJH-DO-750的Tc和Tw温度分布曲线; (d) 固定出口Tc为750°C时不同加热模式的Tc温度分布比较; (e) 固定出口Tc为750°C时不同加热模式的Tw温度分布比较; (f) 快速焦耳加热温度响应; (g) 从室温到800°C焦耳加热过程中的SiSiC泡沫图像
分析结果
SiSiC泡沫可通过焦耳效应(直接加热)和外部烤箱(间接加热)加热到DRM反应相关的高温。出口Tc温度与输入功率呈线性相关,无论加热模式如何。内部焦耳加热需要显著更低的输入功率来达到相同的出口Tc温度,例如,外部烤箱加热需要144W达到750°C,而焦耳加热在烤箱门打开和关闭时分别仅需73W和61W。直接内部焦耳加热显示Tc和Tw沿泡沫区域在气流方向上呈上升温度分布,泡沫中心线温度Tc比相同轴向位置的反应器外壁温度Tw高200-400°C。内部焦耳加热能够选择性仅加热目标内部结构,具有节能潜力。SiSiC开孔泡沫的直接内部焦耳加热展示了快速加热和冷却循环的潜力,系统可以快速控制温度在150°C和800°C之间,适应可再生能源的间歇性特点。
焦耳加热甲烷干重整结果
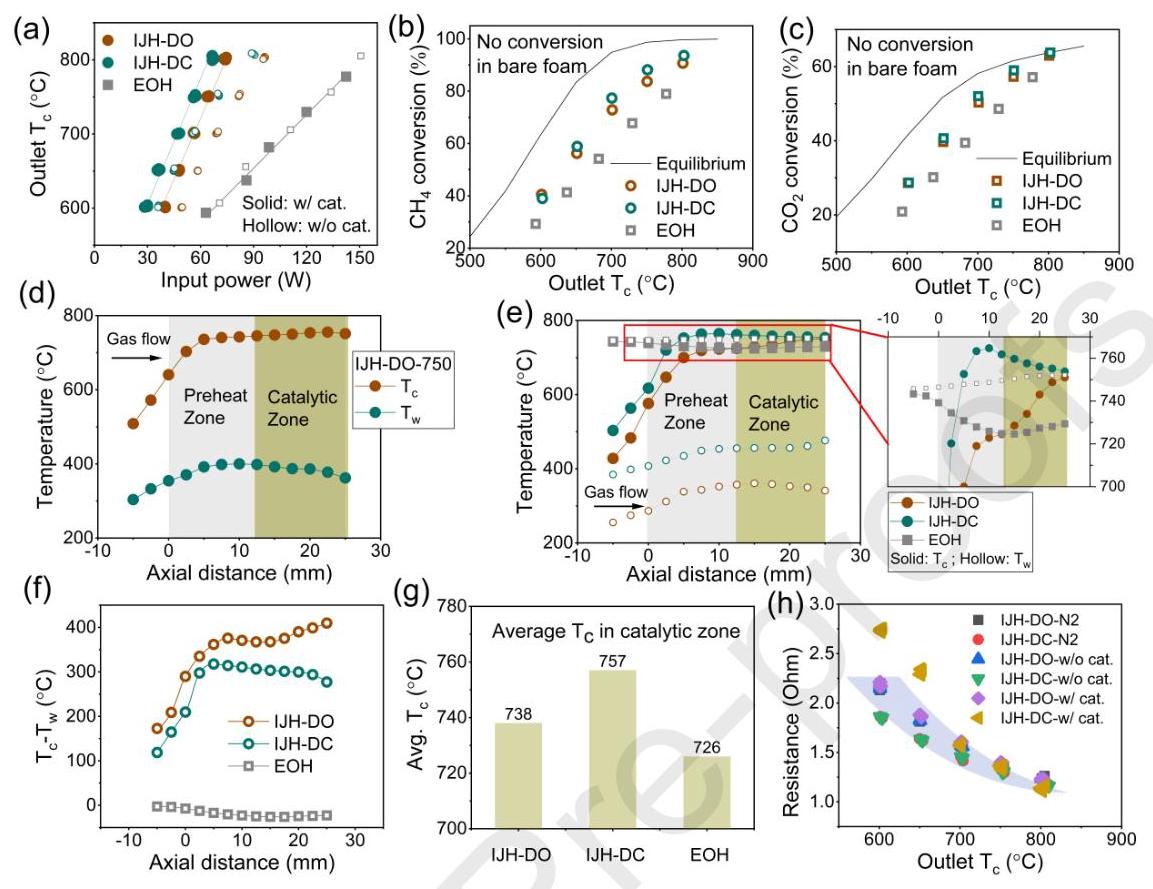
图3: (a) 不同加热模式下测量的出口Tc温度随输入功率的变化; (b) CH₄转化率和(c) CO₂转化率随出口Tc温度的变化; (d) IJH-DO-750的Tc和Tw温度分布曲线; (e) 固定出口Tc为750°C时不同加热模式的温度分布比较; (f) 固定出口Tc为750°C时不同加热模式的Tc-Tw分布比较; (g) 固定出口Tc为750°C时不同加热模式的平均Tc; (h) 所有焦耳加热运行中计算的电阻随出口Tc温度的变化
分析结果
在DRM进料中,出口Tc与输入功率也呈现线性关系,无论催化剂存在和加热模式如何。内部焦耳加热需要显著更少的输入功率来达到相同的出口Tc温度,例如,内部焦耳加热(IJH-DC)仅需65W达到800°C,而外部烤箱加热需要143W。内部焦耳加热过程表现出优异的DRM活性,实现了比外部烤箱加热更高的甲烷和CO₂转化率。其中,IJH-DC配置表现出最佳性能,在800°C出口Tc下实现94%的甲烷转化率和64%的CO₂转化率,比EOH模式分别高约10%和5%。温度分布分析表明,内部焦耳加热选择性仅加热催化床,导致反应器壁温(Tw)比泡沫中心线温度(Tc)低至少300°C。内部焦耳加热提供更均匀的温度分布,无冷点出现,催化床平均温度更高,IJH-DC达到757°C,而EOH仅为726°C,这解释了DRM活性的差异。计算的电阻随出口Tc温度升高呈下降趋势,与SiC材料的半导体性质一致,在700°C以上温度下电阻几乎重叠,证明系统具有稳定的焦耳加热性能。
焦耳加热甲烷干重整的能量分析
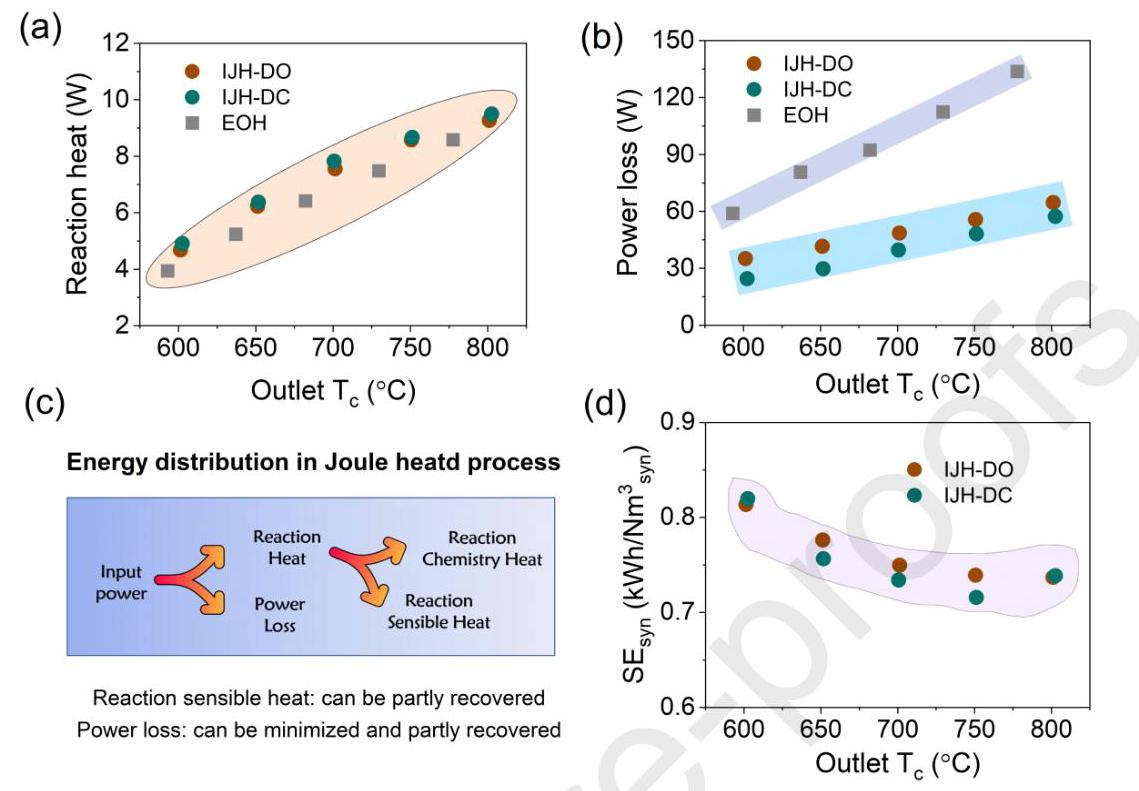
图4: (a) 反应热和(b) 功率损失随出口Tc温度的变化; (c) 焦耳加热催化过程的能量流; (d) 不同加热模式下合成气生产的比能量需求(SEsyn)随出口Tc的变化
分析结果
DRM过程所需的反应热范围为4-10W,随温度升高呈增加趋势。在相同的出口Tc温度下,IJH-DC模式使用更多能量作为反应热,与先前报告的DRM活性一致。系统的功率损失通过从输入功率中减去所需反应热计算,与出口Tc温度呈线性相关,无论加热模式如何,表明通过自然对流的热耗散是系统的主要能量损失。IJH模式在烤箱门打开或关闭时显示相似的功率损失特性,与外部烤箱加热不同。在典型的电气化催化过程中,部分输入功率用于驱动反应(反应热),其余部分通过高温热耗散损失。这种功率损失可以通过更好的隔热或改进的反应器设计来最小化,部分热能可以通过热交换回收。反应热中只有一部分能量用于驱动反应本身(反应化学热),其余部分用于将气体加热到目标反应温度(反应显热)。考虑95%的能源效率和90%的显热回收,计算了合成气生产的比能量需求(SEsyn),IJH-DC模式在相同的出口Tc温度下表现出略低的SEsyn,IJH-DC-750过程实现了最低的SEsyn,为0.71kWh/Nm³合成气。