图1: 超快速成型与烧结(USS)过程
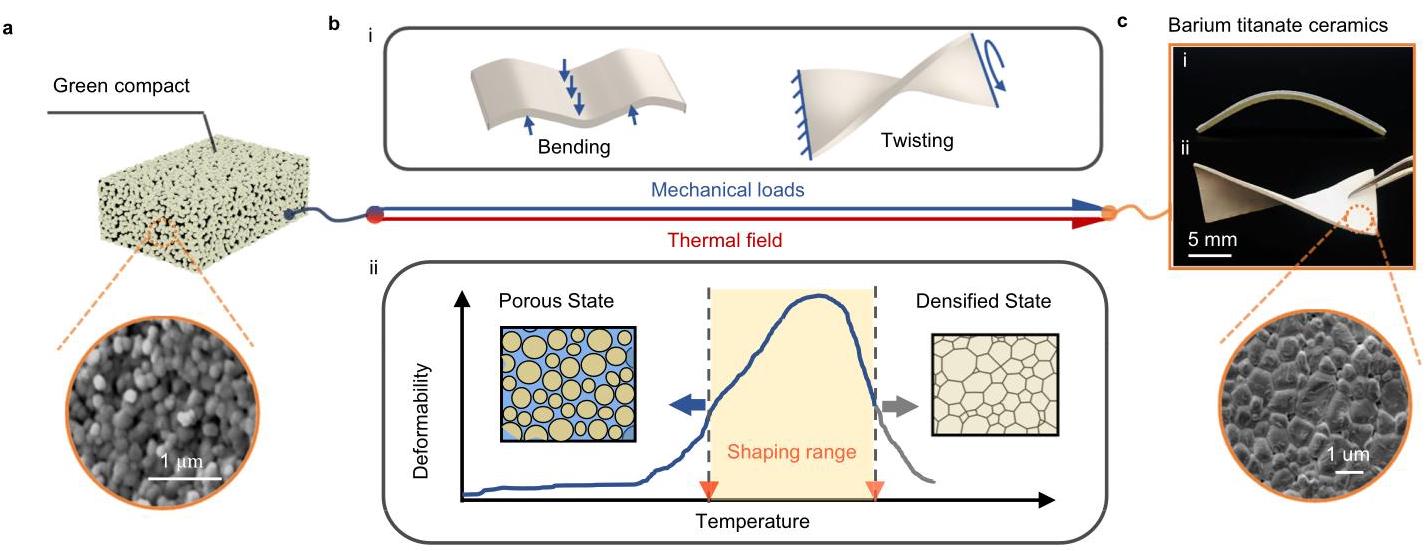
图1 | 超快速成型与烧结(USS)过程
内容描述:
图1展示了USS过程的三个关键部分:(a)表现出高脆性和差加工性的生坯;(b)USS过程的工作原理,依赖于机械场和热场的协同作用;(c)USS制造的拱形和扭曲BT陶瓷的照片。
分析结果:
USS过程依赖于陶瓷生坯的热诱导粘度和粒子-孔隙拓扑结构。在低温下,陶瓷生坯表现出差的变形性,而在升高温度下激活的粘度使压坯可变形。多孔状态陶瓷由陶瓷颗粒(黄色圆圈)和气隙(蓝色区域)组成。通过精确控制热场和机械载荷,可以实现复杂形状陶瓷的快速成型和烧结。