超高温熔融打印平台
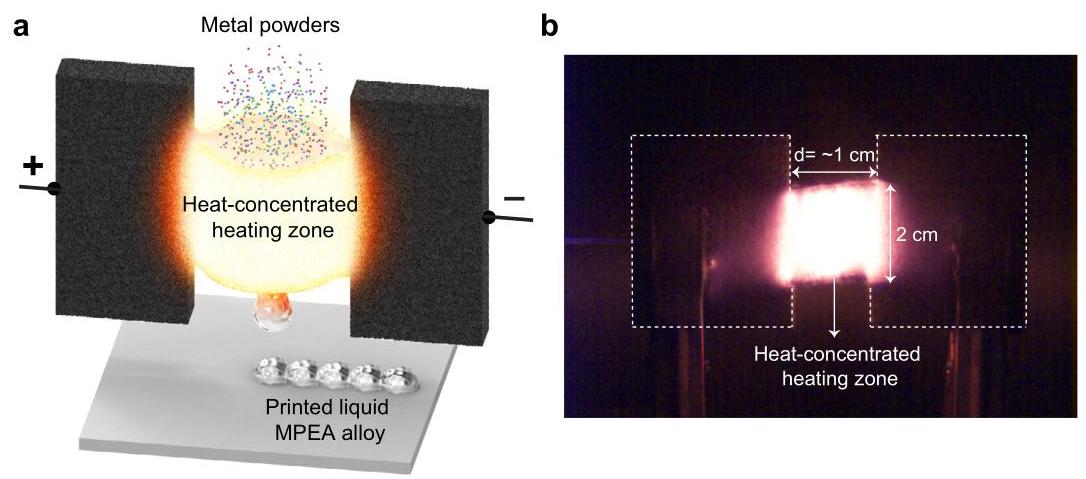
图1: 用于多元素混合制造MPEA的超高温熔融打印平台
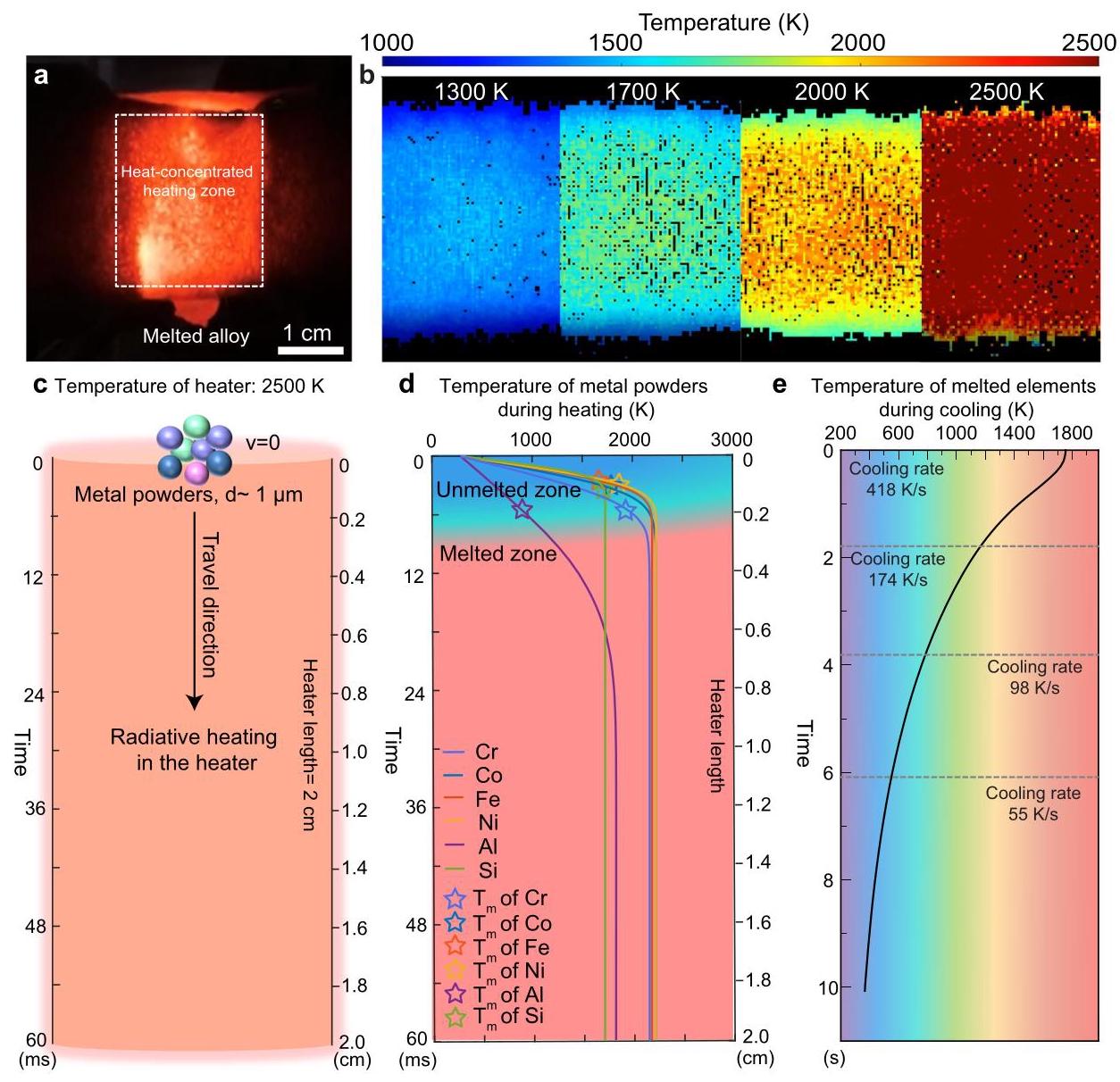
内容描述:图1a展示了超高温热集中平台的工作原理示意图。由于加热区电阻较高,只有在施加电压时该区域才会因焦耳效应产生高温。多元素金属粉末连续加载到热集中区,温度可调高达3000K,且温度分布均匀。金属粉末在毫秒级时间内快速加热、熔融并合金化成均匀的MPEA。图1b展示了实际平台的照片。
分析结果:该平台解决了传统聚焦高能束方法中的关键限制,提供了一个更大、更均匀的加热区域,促进了多元素金属粉末的均匀熔融和混合,为高质量MPEA的制造奠定了基础。